Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
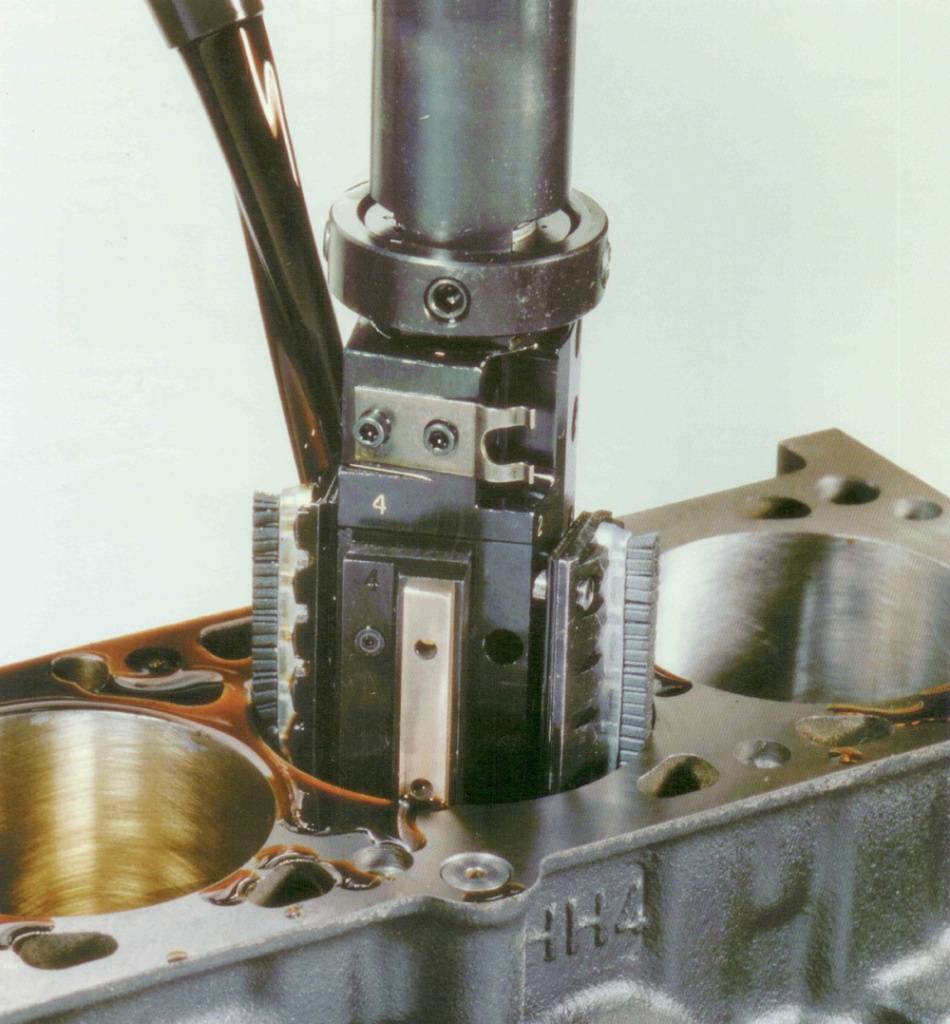
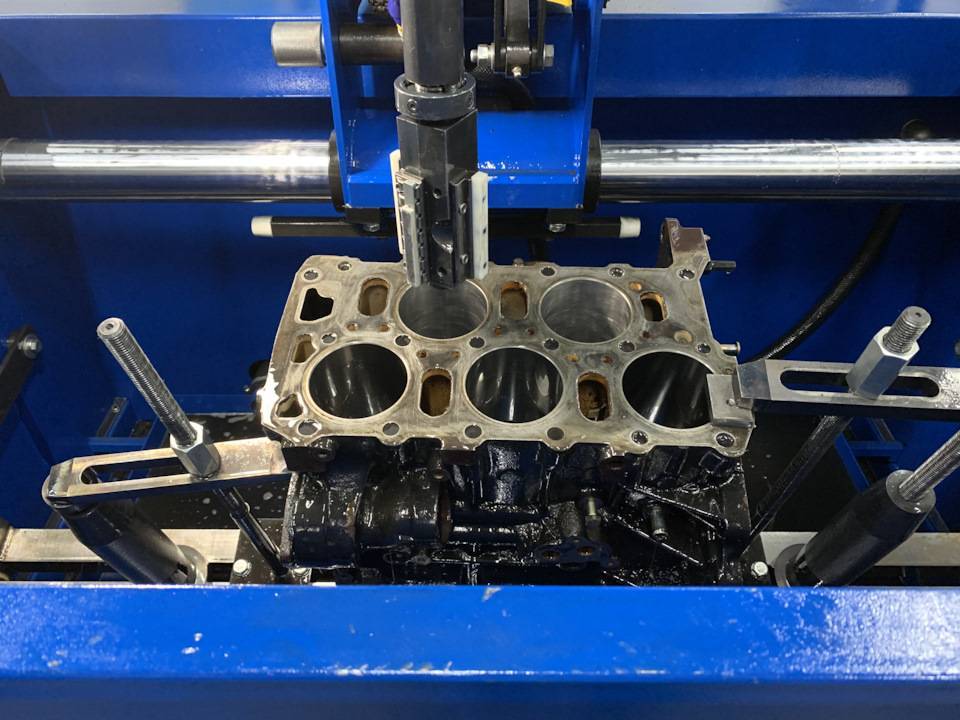
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
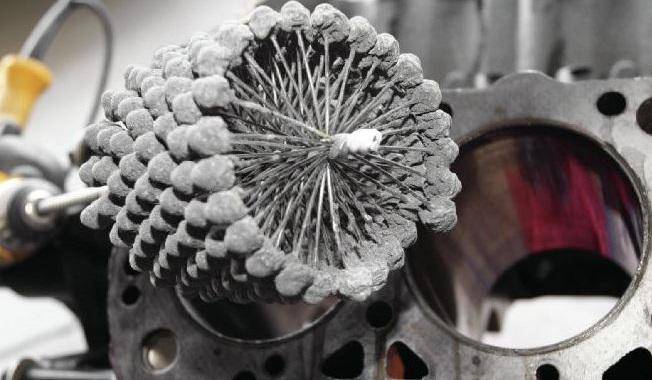
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Как обрабатывают отверстия не круглой формы
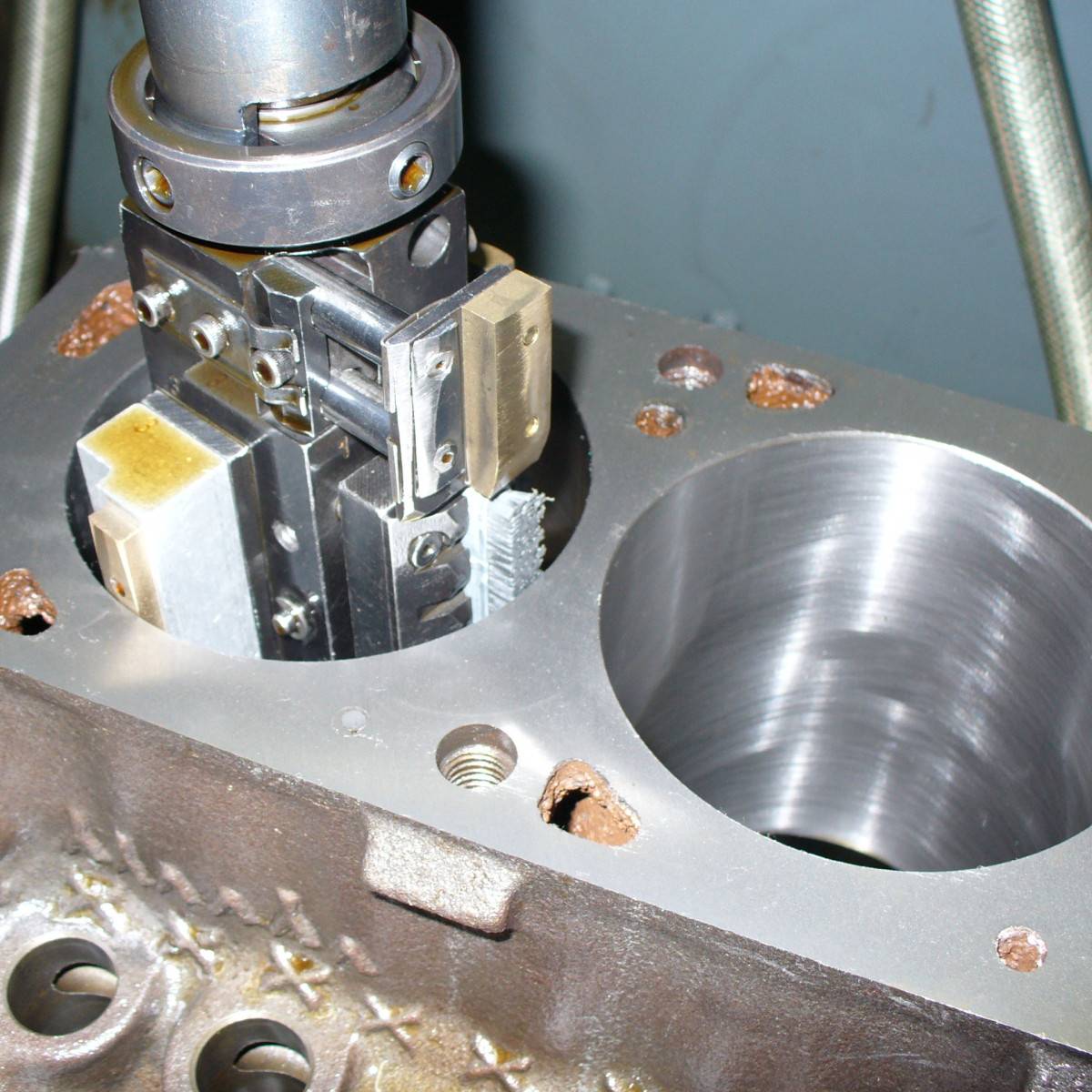
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
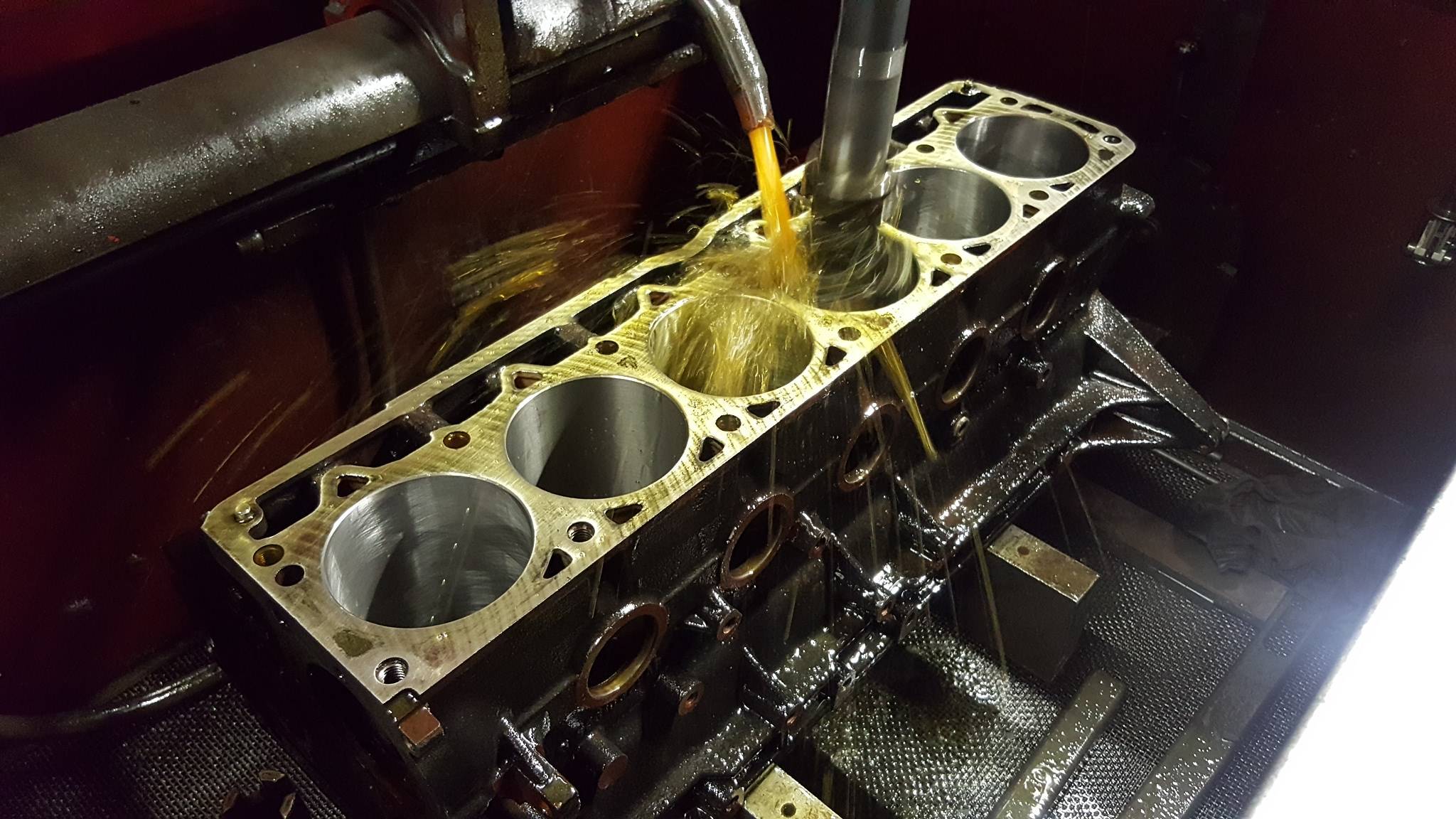
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.






Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
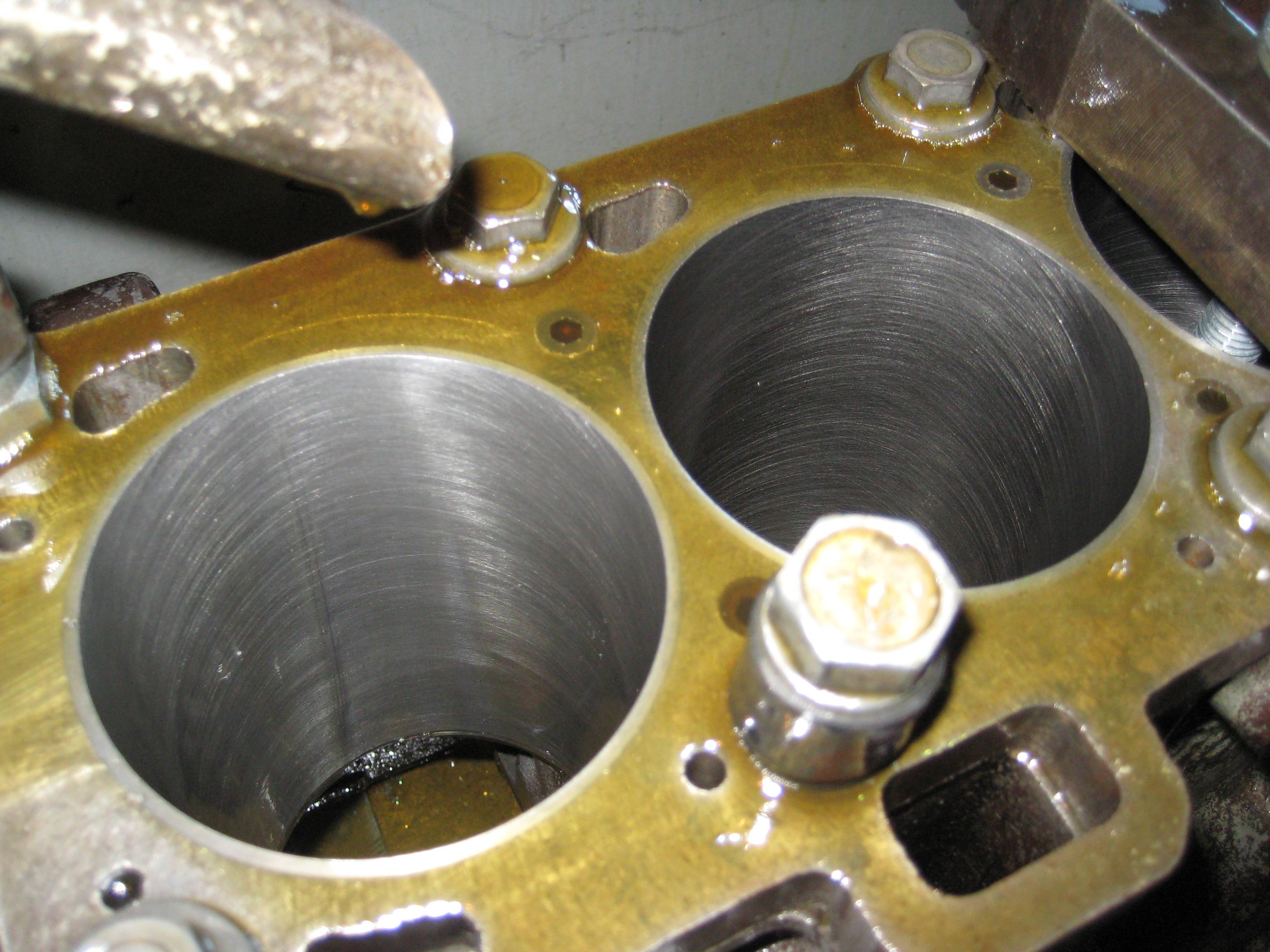
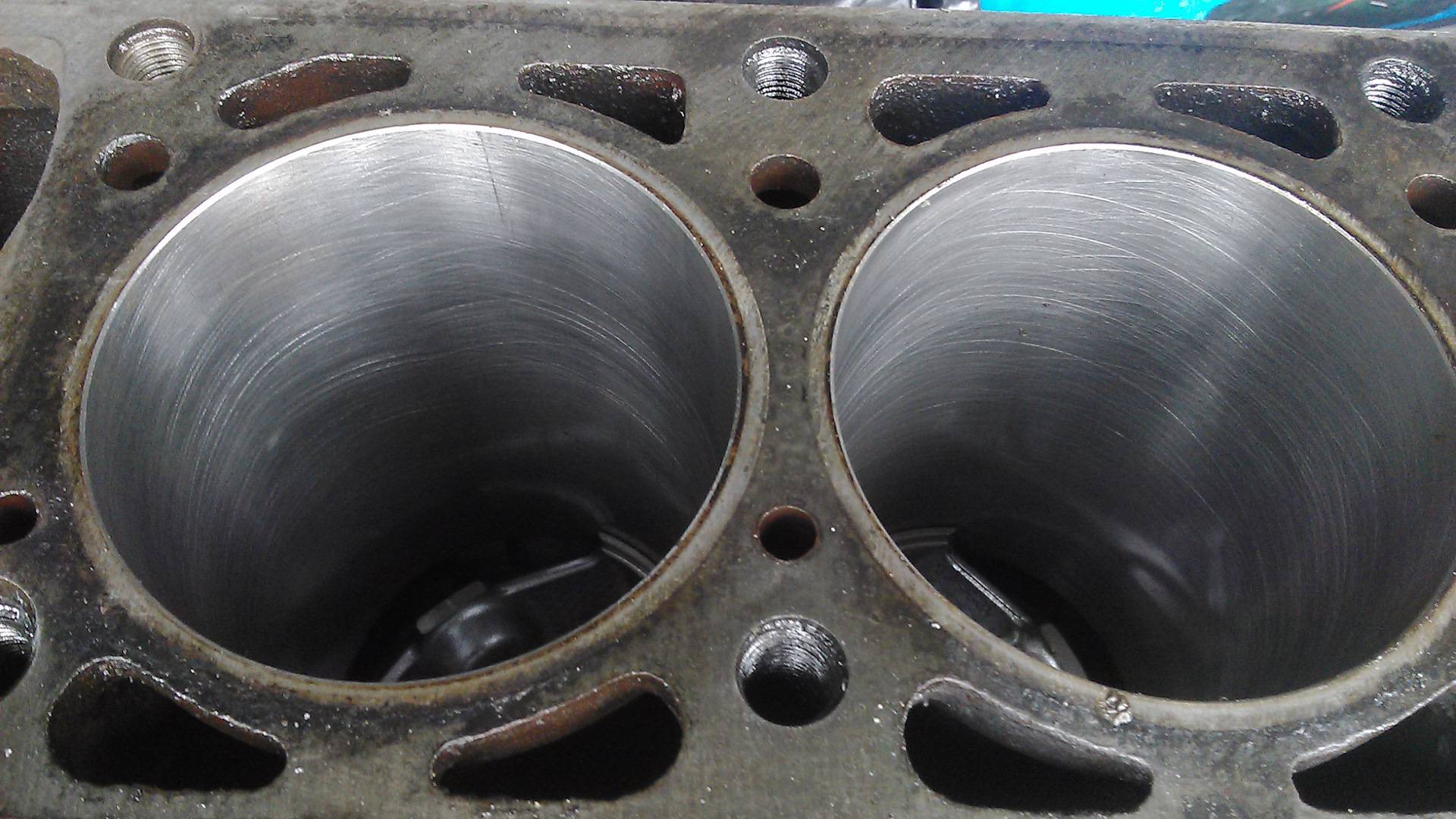
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
Источник
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер. Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.
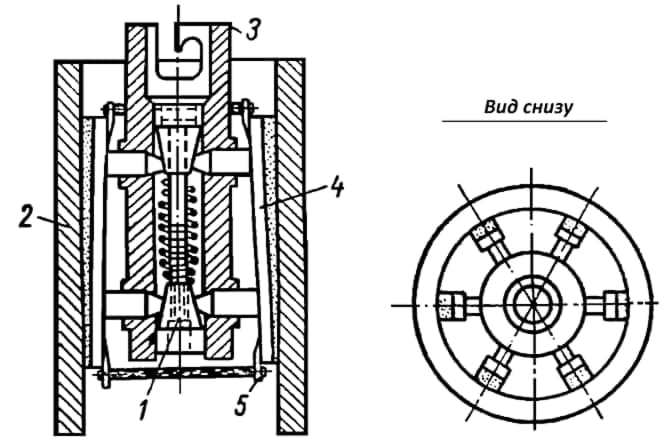
Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.
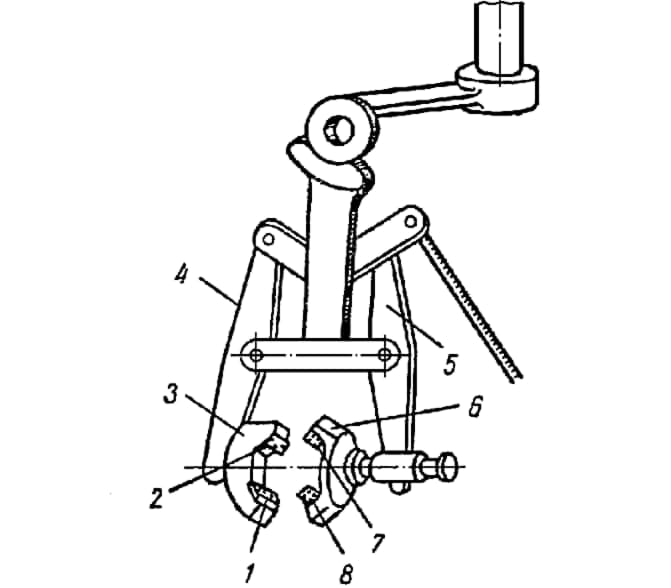
Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Как сделать хон в цилиндрах своими руками?
притиркой
Для получения сетчатой и ровной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование
. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. Применяется предварительное хонингование для исправления погрешностей предыдущей обработки и чистовое )окончательное) хонингование для уменьшения шероховатостей. Хонинговальные бруски изготавливают из электрокорунда или карбида кремния, как правило, на керамической и бакелитовой связке, зернистость 3-8 или М20, М28. Применяется также и алмазное хонингование , главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемых отверстий, а также уменьшении износа брусков в 150-200 раз по сравнению с износом обычных абразивных брусков. Количество брусков в головке выбирают из условия, что их суммарная ширина должна составлять 0,2 -0,5 длины окружности отверстия. Рекомендуется четное число брусков в головке (8,6,4,2) с диаметральным расположением их по окружности. Крепление брусков производится клеями. Используется целлулоидный клей -25-30% целлулоида и 70-75% ацетона. Подача на глубину резания осуществляется за счет радиального раздвижения брусков механическим, гидравлическим или пневматическим устройством. Процесс хонингования сопровождается охлаждением зоны резания. Используются керосин, смесь керосина и веретенного масла, водно-мыльные эмульсии. Скорость подачи жидкости 50-60 л/м для своевременного удаления пыли и стружки.
Кольца поршня в цилиндре лучше притираются по всему периметру окружности без задиров и слизов.
Дело в том, что идеально расточить цилиндр невозможно, а притиром можно добиться доработки к идеальной поверхности формы цилиндра.
В любом случае надо, чтобы не угробить кольца поршня, доводить цилиндр притиром постоянной формы. Выточить из дерева сухого дуба притир, нарезать паз под наждачьку.






Притир должен не сильно плотно войти в цилиндр для восстановления формы цилиндра, чтобы не получилось конусности. По мере расточки удлинить наждачьку или подложить плотную бумагу под низ.
После притира, можно делать хонингование и доводку поверхности цилиндра к сетчатой и гладкой одновременно, хоновой головкой.
Дальше притирка колец поршня к цилиндру в работающем двигателе, методом резких скачков оборотов двигателя ручкой газа, в результате чего кольца поршня снимут стружку с поверхности сетки хона цилиндра, где есть неровности и микро шероховатости поверхности цилиндра, доводя до идеальных размеров контакта колец с цилиндром. Кольца поршня хромируют и контактная поверхность твёрдая, легко стирает хонингованный чугун цилиндра, превращая в зеркальную поверхность, буквально в первый же день обкатки двигателя. Хонингование делают для притирки колец к цилиндру для получения компрессии и мощности двигателя. Цилиндр шлифуется хромированным слоем колец поршня до зеркальной поверхности, плюс остаются микронные бороздки для удержания масла на стенках цилиндра. Снять стружку при притирании колец с зеркальной поверхности цилиндра чревато последствиями сухого трения и залипания хрома в чугунном цилиндре. Кольцо теряет твёрдый слой пористого хрома и стирается в разы быстрее с потерей компрессии в цилиндре. Поршень отдаёт тепло цилиндру через кольца и масляную плёнку между ними.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.

Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.

Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.

При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
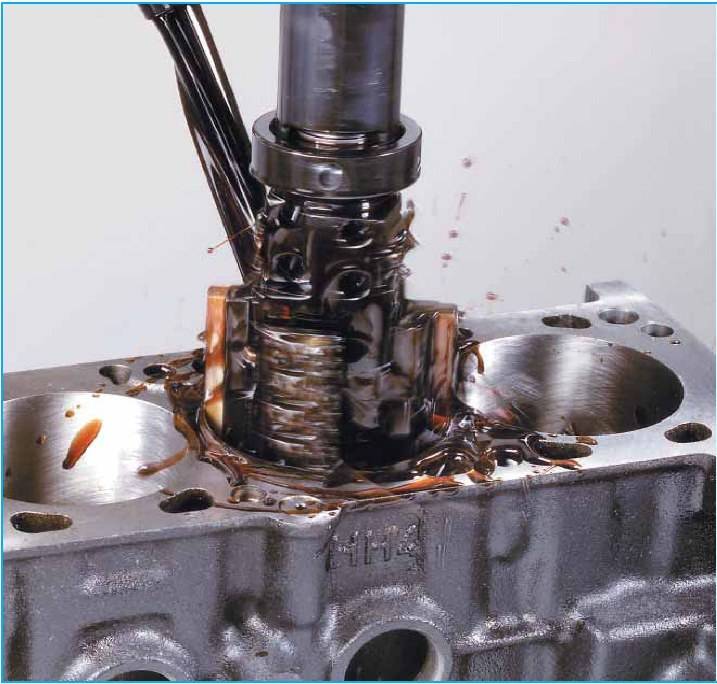
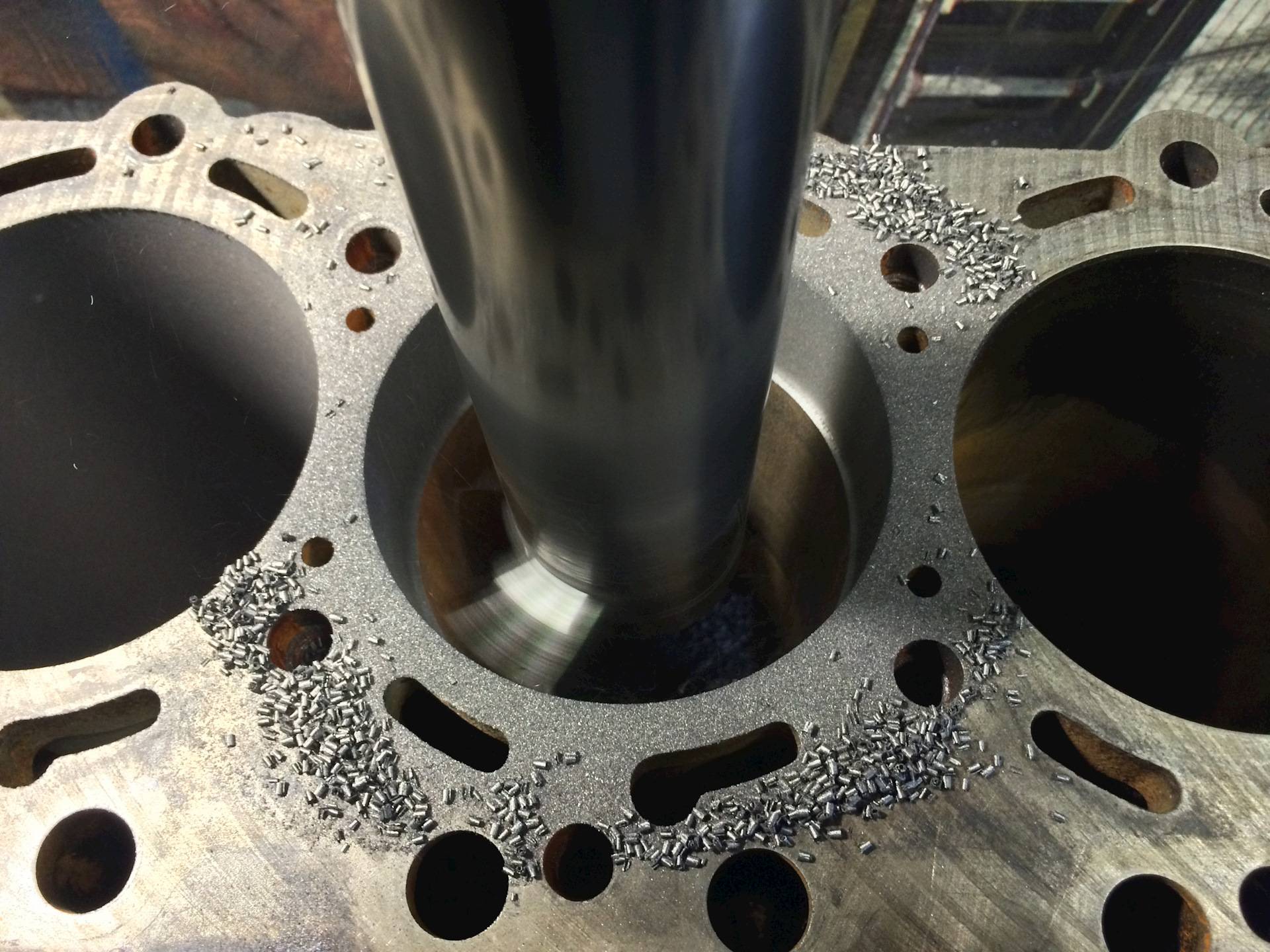
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
недолговечность применяемых абразивов
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.






Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Это интересно: Что такое хребтовая рама?
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.