Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Когда нет сварочного аппарата под рукой
Часто такого инструмента под рукой нет, как и в нашем случае. Поэтому вытягивать вмятину решили старым проверенным способом. Для этого потребуется не сварочный аппарат, а паяльник и обычные монеты. Чем варить кузов авто инструмент у нас был, осталось найти пару монет. Нашли монету номиналом в пять рублей, так как она более широкая, чем другие.
Технологический процесс
Итак, для начала с поверхности повреждения была удалена вся краска до самого металла. Для этого использовали шлифовочный круг, насаженный на диск «болгарки».

Удаление краски при помощи инструмента
Далее изготовили сам выравнивающий инструмент: к монетке припаяли кусок сварочного электрода. Затем монету припаяли к месту вмятины. Сделали это ровно по центру вмятины. После того, как пайка застыла, просто вытянули вмятину. Сделали это при помощи больших плоскогубцев. Поскольку вмятина оказалась длиной, то пришлось проделывать процедуру еще два раза. Кстати, монета отпаивается при помощи того же паяльника, локально удаляя разогретый припой.
После работ, по выравниванию вмятины, зачистили дверь до гладкого состояния при помощи абразивного инструмента.
Причины повреждения автомобиля
Главной предпосылкой к восстановлению металла является его механическое повреждение. Расширенный список причин представлен ниже:
- Участие машины в дорожно-транспортном происшествии.
- Столкновение с объектами во время пути на скорости – камни, щебень и другие.
- Поездки по плохим дорожным покрытиям.
- Выявление дефектов, заложенных на производстве.
- Неграмотное управление транспортным средством.
- Влияние коррозии и атмосферных условий.
В зависимости от причины и степени повреждения, восстановление классифицируется на локальное и капитальное. Частичная процедура устраняет очаги повреждений на кузове, полученные в результате мелких ДТП и по другим причинам. Капитальный ремонт автомобиля незаменим при нарушении стандартной геометрии кузова и серьезных дефектах.
Отдельная статья, по которой требуется ремонт автомобиля, это поражение покрытия ржавчиной. В запущенных случаях коррозия ослабляет металл и ухудшает эксплуатационные характеристики машины, подвергая опасности всех участников дорожного движения.
Сварочные работы по кузову своими руками
Самостоятельно проводить сварку кузова нелегко для новичков, к тому же требуется мастерски обращаться с аппаратами для сварки, нужно умело локализовать проблемные места, которые требуется скорректировать в ходе сварки. При этом ремонт корпуса можно условно поделить на локальный и капитальный ремонт.
Полный характеризуется заменой значительной части корпуса автомобиля, а локальный, в свою очередь, обходится лишь обработкой очагов ржавчины на кузове. Если человек несколько раз занимался локальным ремонтом, со временем провести капиталку для него не составит проблемы.
В случае, если процесс коррозии корпуса происходит в месте, незаметным для беглого обзора, например, на кузове, то можно в качестве заплаты ставить любой металл, лишь бы он соответствовал по миллиметражу и качеству. Ну а если коррозия расположилась снаружи, то обязательно используйте тот вид металла, из которого изготовлена кузовная часть.
Если вы заметили, что коррозия затронула небольшой участок, есть возможность обойтись и без сварки корпуса. Вам понадобятся, тем не менее, особенные смеси на основе эпоксидки и стеклоткани. Их накладывают на место повреждения, предварительно зачищенное, и корпус снова выглядит как новый, не потеряв в прочности. Чтобы повысить надёжность такой заплаты, укрепите края изнутри трещины.
Поэтому чтобы защитить кузов от коррозии, наблюдайте за его состоянием очень пристально. Каждый раз после мытья машины начисто и насухо вытирайте её сухой тканью
Обязательно удаляйте с порогов и днища грязь, особенно это важно весной и осенью, когда холодно. Чем лучше вы заботитесь о состоянии кузова, тем дольше вам автомобиль прослужит
Этапы сварки
Последнее, что мы рассмотрим — это сами этапы сварки с полуавтоматом:
- Зарядите устройство проволокой;
- Настройте необходимую полярность тока. Если у вас проволока с флюсом, поставьте минус на горелке, а плюс — на зажиме. Если это обычная проволока, то порядок обратный;
- Подключите шланг подачи углекислорода, соединив баллон с инвертором посредством редуктора;
- Подключите полуавтомат к питанию и зажмите рычаг на горелке. Проследите, как пойдёт газ, далее включится подача электричества и проволоки;
- Проденьте проволоку через медный наконечник и установите газовую дюзу;
- Начинайте сварку, как мы рекомендовали выше.
Правила кузовного ремонта для сварки аргоновой дугой аналогичны, отличие только в сжигаемом газе.
Если вам необходимо произвести сварку на днище авто, знайте, что кроме необходимости обеспечить ровные сварные швы вы должны также обеспечить нужный режим температуры. Заплатка на днище обычно должна быть не толще двух миллиметров.
https://www.youtube.com/watch?v=pd1BFCmLD68










Расположите металл на отверстии равномерно. Для точности расположения воспользуйтесь помощью. Когда вы заварите заплату, обточите её края и нанесите грунт. В случае, если днище при этом изогнулось, обработайте его киянкой. Помните, что у отечественных машин днище -самое слабое место, и его состояние нужно постоянно проверять в яме.
Прочитав эту статью, вы узнали кое-что о сварке. Воспользуйтесь нашими советами, и вы хорошо заварите корпус своего авто. Не забывайте, что вы должны пользоваться защитными средствами, если не хотите, чтобы сварка закончилась плохо.
Отделка после ремонта
 По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
По завершении сварки необходима отделка кузова, позволяющая придать ему прежний презентабельный вид. Она предполагает зачистку сварочных швов, их обезжиривание посредством любого из доступных растворителей и обработку специальной противокоррозионной мастикой.
Мастика обычно наносится после обработки специальным эпоксидным грунтом, повышающим водонепроницаемость защитного слоя. Наружная обработка кузова мастикой считается обязательной, поскольку она хорошо защищает днище и другие части машины от возможных сколов.
Эпоксидная защита или автогрунтовка (другое её название – «подклад») одновременно выполняет функцию выравнивающего слоя. Её рекомендуется применять после дополнительного протравливания заваренных мест особым кислотным составом или же цинкования образовавшихся поверхностей.
Заварить повреждённый или сгнивший кузов можно самостоятельно. Это справедливо и для случая, когда у новичка совершенно отсутствует опыт подобных работ, выходом которого является возможность поэкспериментировать на листовых заготовках из металлолома.
Повышенное внимание при проведении сварки необходимо уделять индивидуальной защите лица и глаз, а также противопожарным средствам
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
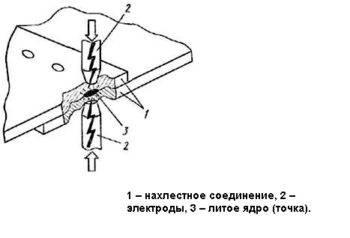 Схема точечной сварки.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
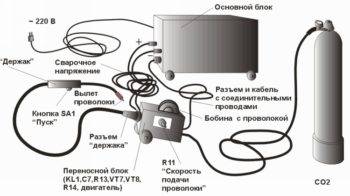 Устройство сварочного полуавтомата.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Инструкция по сварке автомобиля
Порядок действий по восстановлению кузова или других деталей машины зависит от выбранного способа.
Использование электрода
Такой метод применяют при отсутствии высоких требований к эстетическим качествам шва. Правильный выбор электрода, соответствующего типу металла, помогает получить прочное соединение. Рекомендуется применять инверторное оборудование, поддерживающее устойчивую дугу. От опыта сварщика надежность шва зависит мало.
Для снижения вероятности деформации соединения сварочные работы выполняют в такой последовательности:
- Создают прихватки.
- Накладывают короткие стежки с шагом 5 см.
- Заваривают деталь сплошным швом.
Полуавтоматический аппарат
Для сварки таким агрегатом потребуются омедненная проволока диаметром 1 мм, крупнозернистая наждачная бумага, редуктор, углекислый газ.
Работы выполняют так:
- Обработанные абразивным материалом края устанавливают как можно ближе друг к другу. Для фиксации используют саморезы, болты, струбцины.
- Устанавливают требуемые силу тока и скорость подачи расходного материала, используя расположенные на корпусе аппарата регуляторы.
- Газовый баллон снабжают редуктором, шлангом. Откручивают сопло, снимают наконечник с горелки.
- Устанавливают в аппарат катушку с проволокой. Свободный конец вводят в подающий механизм. Надевают на проволоку наконечник, возвращают сопло на место.
- Задают полярность: держатель подсоединяют к плюсу, горелку — к минусу. Противоположный вариант устанавливают при использовании проволоки, не покрытой медью.
- Подключают агрегат к электрической сети. Горелку подносят к обрабатываемому участку. Нажимают кнопку, запуская подачу газа и присадочного материала. Чтобы сформировать длинный шов, нужно сварить 3-4 точки. Далее делаются стежки длиной 2-4 см.
- Дожидаются остывания металла, заваривают расстояния между прихватками.
САИПА-165
Особенности инвертора
Популярность таких аппаратов объясняется компактными размерами, низким энергопотреблением, применением новых технологий преобразования тока, расширенным набором режимов. Агрегат может работать в широком диапазоне входных напряжений. Дуга возбуждается быстро, горит стабильно.










Многие люди, приступающие к работе впервые, задумываются, можно ли инвертором варить машину. Процесс мало чем отличается от стандартной сварки, однако шов получается менее качественным — неровным, толстым.
Металл перегревается, из-за чего может деформироваться. Инверторную технологию используют для ремонта скрытых мест, например, днища.
Не кидайтесь помидорами. Кузовная сварка электродом.
Есть у меня простенький сварочный выпрямитель на 125А. Потихоньку учусь варить. Изысков мне не требуется — редкая мелкая сварка чего-либо. Вопрос вот в чем. Машина у меня не новая, содрал штатную шумку, под ней ржавчина. В районе 5-й двери элементы кузова кое-где проржавели до небольших дыр. Могу я своим выпрямителем приварить заплатку? Или вот еще, на внутренней части арки крыла есть пара рваных дыр. Их тоже хочется закрыть заплаткой.
Каким электродом такое варить, 2-й?
кароч не читал, что ниже писали. скажу по своему опыту. дугой в принципе кузовню варить можно. Наверное зависит от многих переменных (навык, толщина металла, ток, тип электродов, напруга в сети, погода, расположение планет и звёзд на небе и т.д. и т.п.). У меня получилось переменником нордика 2-кой электродом на крыле от волги газ 2410 — глуминлся над старым крылом, пробовал ставить точки — да! это реально вполне. Пробовал внахлёст, встык — можно. другой вопрос и что и дыру прожечь легче, а вот заварить её потом сложней (думаю ваще нереально :)) — это не п/а, которым любую дырку можно потом замазюкать. Тем паче, если кузовня не героической толщины, типа как волга 86-го еще года выпуска. Кстати железка там — пепец. Штангеля под рукой не было, но броночное, зубильное и бемевешное железо по сравнению с ним — просто фольга. Резюмируя — я бы не рекомендовал делать ставку на сей способ ремонта кузовни. Оно того не стоит. Есть масса альтернатив. На вскидку: — если машина максимум на год-два — закидать волосянкой и забыть; — если хочется сделать правильно — сдать спецам; — если хочется поконопатиться самому для души — купи п/а с кислотой и конопаться скока влезет; — если полная безысходка по баблу, времени, желанию и проч — забить ваще и ездить как есть.
Из перечисленного решился бы на сварку дугой тока в последнем варианте :)))
Если нет доступа к полуавтомату, надежней будет латки на заклепки посадить, обмазав предварительно швы шовным герметиком. И краску не попалишь, и соединение будет герметичным.
Электродами стремительно гниющее и непрочное гафно получится, тем более без опыта.
ну насчет стремительности тоже неоднозначно коричневую таврию мою помнишь ведь? она года 3 или 4 проездили с мордой, ПОЛНОСТЬЮ сваренной электродником на даче. Замазал все сразу битумной мастикой и «работало».
Не разбей я машну, может до сих пор бы бегала.
но если не замазать — то год максимум.
Ходьба на ходулях требует сноровки и навыка. >но возможно и лектродом если припрет и нет особых уж претензий и амбиций
Но не отличается изяществом.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой
При этом особое внимание уделяют швам стоек, поддона и задней части кузова
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Кузов автомобиля — главная часть всего транспортного средства, отвечающая за его конструктивную жесткость и обеспечивающая защиту всем внутренним узлам. Кузов автомобиля, как и все другие его элементы, нуждается в периодическом обслуживании и ремонте. Одним из видов таких работ является сварка кузова, которую можно выполнить самостоятельно или же воспользоваться услугами автосервиса либо мастерской.
Если вы не уверены в своих силах, лучше доверить сварочные работы специалистам. Фото: avtomalarkrym.ru
Как правильно восстанавливать кузов?
Важным условием для успешного сваривания кузова является правильная настройка аппарата.
Поэтому перед началом работ следует делать проверку на подручных материалах.
Просто берем два куска металла соответствующей толщины и пытаемся их сварить, причем обязательно используем тот же метод, что и будет использован на кузове (внахлест или встык, стежками или посредством отверстий). В процессе проверки подстраиваем аппарат.
Важно добиться, чтобы не было прожига, а также металл хорошо плавился и соединялся между собой. При использовании инвертора важно подобрать толщину электрода и сварочный ток
Как правило на 1 мм электрода необходимо 30-40 Ампер тока
Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
Как правило на 1 мм электрода необходимо 30-40 Ампер тока. Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
При использовании инвертора важно подобрать толщину электрода и сварочный ток. Как правило на 1 мм электрода необходимо 30-40 Ампер тока
Поэтому на электрод 2,5 мм нужно 75-100 Ампер
Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице.










Но это при условии, что сеть выдает 220В
При падении напряжения в сети подбор тока может усложнится, поэтому важно перед основными работами делать проверочную сварку
Также не стоит последовательно приваривать деталь (приложили и начали варить от края к краю), поскольку из-за этого элемент может «повести».
Следует поступать так: приложили деталь, прихватили ее в нескольких местах, и только после этого проходим по всему периметру.
После приваривания элемента места сварки необходимо зачистить от флюса. Если это внешний элемент, придется стачивать их, чтобы обеспечить ровную поверхность.
Если привариваемый элемент собой будет закрывать что-то (к примеру, короб порога), то внутренние поверхности необходимо обработать ингибиторами коррозии, а затем покрыть антикоррозионными материалами. Полученные швы также следует качественно обработать.
Что касается внешних деталей, то вся поверхность шпаклюется и грунтуется, чтобы полностью скрыть следы сварки, после чего кузовные части подвергаются покраске.
Сварка кузова полуавтоматом
После того, как был сделан выбор в пользу полуавтоматического аппарата, необходимо подготовить все нужные элементы и проверить исправность самого прибора. Хоть полуавтомат может работать в разных помещениях, но лучше очистить пространство от пыли и удалить влагу.
Необходимые материалы
В первую очередь подготавливается проволока. Для кузовных работ лучше использовать проволоку с медным покрытием. Так как полуавтоматическая варка происходит с участием специального газа, то следует заранее запастись 20 литровым баллоном. Обычно этого объема хватает для выполнения всех сварочных работ. Крупная наждачная бумага также должна быть под рукой, так как в некоторых случаях потребуется полировка участка. При сварке полуавтоматом не обойтись без редуктора, понижающего давление.

Порядок хода сварочных работ
- Участок чистится от загрязнений, краски, грунтовки, смазки и ржавчины.
- Места, которые будут вариться плотно зажимаются и фиксируются. Для этого могут быть использованы метизы и зажимы.
- Настроить аппарат. На приборе есть панель, на которой расположены регуляторы подачи проволоки, мощности тока и выключатель.
- Подключение редуктора к баллону с газом.
- Закрепления проволоки для сварки в полуавтомате.
- Далее следует отрегулировать полярность аппарата – плюс выставляется на электродержатель, а минус на горелку.
- Полуавтомат включается в электросеть.
- Выполняется заваривание определенного участка.
- Отключение и разборка прибора.
Как обработать сварной шов от коррозии
Шов без обработки под воздействием погодных условий и химических препаратов быстро разрушается. Лучше всего обработать стыки герметичными смесями. На участке, где ко шву легко подобраться, обработка спецпрепаратом выполняется вручную.
Если нет возможности добраться до шва, то лучше воспользоваться специальными распылителями. Препарат под давлением подается в систему и распыляется в труднодоступных местах. После того, как был нанесен герметик, можно поверх шва нанести краску. Так как большинство работ выполняется снаружи кузова, то покраска является обязательным условием.
В следующих видео более подробная информация про ремонт кузова автомобиля сваркой.
Вытягивание кузова нагревом
Один из наиболее эффективных методов рихтования незначительных повреждений – это оттяжка металла с прогреванием. Осуществляется она своими силами с использованием сварочного инвертора. Растяжка металла проводится после прогрева поврежденного участка – так материал становится более податливым, будет легче избежать образования трещин и прочих дефектов. Перед началом работ понять суть процесса поможет видео с примером такой операции.После прогрева для выравнивания используется вполне стандартный инструмент – резиновые и металлические молотки разного веса. Нарушенный участок постепенно выстукивается ими до нормальной формы.