Коленчатый вал это конструкция, короче много раз изогнутая железяка
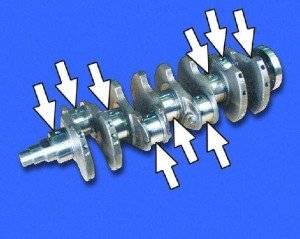
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
Рекомендуем: Обзор масел для дизеля
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Основные элементы КВ
К основным элементам относятся:
- Коренная шейка – это главная часть узла, которая находится на коренных подшипниках (вкладышах), расположенных в картере;
- Шатунная шейка – соединяет коленчатый вал с шатунами. Смазываются шатунные механизмы через специальные масляные каналы. Шатунные шейки смещены в стороны;
- Щеки коленвала – соединяют коренные и шатунные шейки;
- Противовесы – уравновешивают вес поршней и шатунов;
- Передняя, фронтальная часть или носок – элемент механизма, оснащенный зубчатым колесом (шкивом) и шестерней, а в отдельных случаях еще и гасителем колебаний. Он контролирует мощность привода газораспределительного механизма (ГРМ) и других устройств;
- Задняя часть (хвостовик) – элемент механизма, соединенный с маховиком с помощью маслоотражающего гребня и маслосгонной резьбы, выполняет отбор мощности.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Конструктивные особенности
Теперь вы знаете, что кроме серийных, есть и спортивные коленвалы. Они дают возможность ускорить ход поршня в крайней точке сжатия, благодаря специальной форме шатунных шеек. У стандартного вала они круглые, а у спортивного ‒ немного вытянутые, за счет этого характеристики двигателя изменяются.
Поздравляю вас, господа. Теперь вы в курсе, что коленчатый вал это не только тяжелая железяка, но и незаменимая деталь, от которой зависит комфортная езда, ресурс двигателя и его узлов.
А ещё она обеспечивает многие устройств автомобиля крутящим моментом: трансмиссию, генератор, карданы, и так далее до колес.
Конечно рассказывать об этом своей любимой девушке не обязательно, а вот друзьям автомобилистам через социальные сети сообщите. Пусть тоже читают наш блог – будет много интересного.
Проверка технического состояния и замена шатунов
Шатуны могут иметь следующие повреждения: изгиб и скручивание стержня, износ отверстия втулки верхней головки, деформацию отверстия нижней головки, повреждение плоскостей разъема шатуна и его крышки.
При наличии на шатунах трещин любого характера и расположения, а также изгиба и скручивания стержня, не поддающихся правке, шатуны подлежат выбраковке.
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера. Кроме того, возможна правка шатунов.
При запрессовке новой втулки в шатун отверстие во втулке должно совпадать с отверстием в верхней головке шатуна для обеспечения подачи смазки к поршневому пальцу.
После запрессовки втулку уплотняют гладкой брошью до необходимого диаметра, а затем развертывают или растачивают под номинальный либо ремонтный размер.
При обработке шатунов необходимо соблюдать требуемое расстояние между осями отверстий в его нижней и верхней головках. Допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях не должна превышать 0,04 мм на длине 100 мм, а овальность и конусность в головках – 0,05 мм. Чтобы выдержать указанные размеры и допуски, следует развертывать втулку верхнего отверстия в кондукторе. После развертывания отверстий втулок их доводят на шлифовальном станке.
Проверка шатунов на изгиб и скручивание проводится на специальной плите (рис. 4.31). При проверке нижнюю головку шатуна надевают на точную разжимную оправку. На поршневой палец устанавливают призмами калибр, имеющий три выступа, лежащих в одной плоскости, перпендикулярной к оси пальца. Если шатун не погнут и не скручен, то все три выступа будут касаться плоскости плиты. Правке подвергают шатуны, при проверке которых между выступом калибра и плитой обнаружен просвет более 0,1 мм.
Рис. 4.31. Проверка шатуна на изгиб и скручивание:
1 – разжимная оправка; 2 – поршневой палец; 3 – калибр; 4 – поверочная плита
При отсутствии указанного приспособления шатуны могут быть проверены на плите (рис.4.31. А). Для этого шатун укладывается на плите, нажимают на нижнюю часть шатуна и проверяют с помощью щупа зазор между верхней головкой и плитой, затем нажимают на верхнюю часть шатуна и проверяют зазор между нижней головкой и плитой. Зазор не должен превышать: для верхней головки 0, 10 мм, для нижней 0,15 мм.
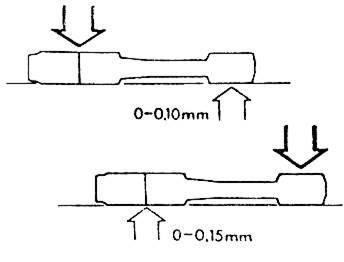
Рис. 4.31А Проверка шатуна на плите
Следует отметить, что технология ремонта шатунов достаточно сложна, требует специального оборудования и не всегда экономически оправдана, поэтому целесообразно не ремонтировать шатуны, а при повреждении или предельном износе заменять их новыми.
В случае замены только одного шатуна он должен быть подобран не только по диаметру втулки верхней головки, но и по массе. Разница в массах самого тяжелого и самого легкого шатунов в комплекте, установленном на один двигатель, не должна превышать 4…8 г (в зависимости от модели двигателя). Для идентификации шатуны различной массы могут иметь цветовой индекс.
При сборке шатуна с поршнем необходимо, чтобы выбитая на днище поршня стрелка была обращена в сторону установочного выступа на теле шатуна и паза на его крышке. Поскольку шатуны обрабатываются в сборе со своими крышками, последние невзаимозаменяемы. Для идентификации они имеют соответствующие метки.
Электроискровое напыление порошка
При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленвал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
Между роликом и деталью создается разность потенциалов. Она небольшая, здесь важна сила тока. Она достигает десятков Ампер. В результате в зоне контакта температура увеличивается до 1900…2200 ⁰С. При таких значениях между частицами и порошком образуется прочная диффузионная связь. Теперь покрытие будет удерживаться довольно прочно.
На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
Установка для электроискрового напыления:

Внимание! Установлено, что обычный двигатель ВАЗ 2106 (1600 см³) совершил пробег более 1200000 км. Его устанавливали в три кузова автомобилей
Те проработали до полного износа, а сам мотор после разборки показал, что износ коренных и шатунных шеек не превысил 0,01…0,02 мм. При таких параметрах не требуется перетачивание до следующего ремонтного размера.
Написать комментарий
Ваше Имя:Ваш комментарий:
Внимание: HTML не поддерживается! Используйте обычный текст.Введите код, указанный на картинке: Коленчатый вал (коленвал) — важный узел в составе кривошипно-шатунного механизма автомобиля. Его функция заключается в том, чтобы воспринимать возвратно-поступательное движение поршней и преобразовывать его в крутящий момент, обеспечивая таким образом плавную работу двигателя
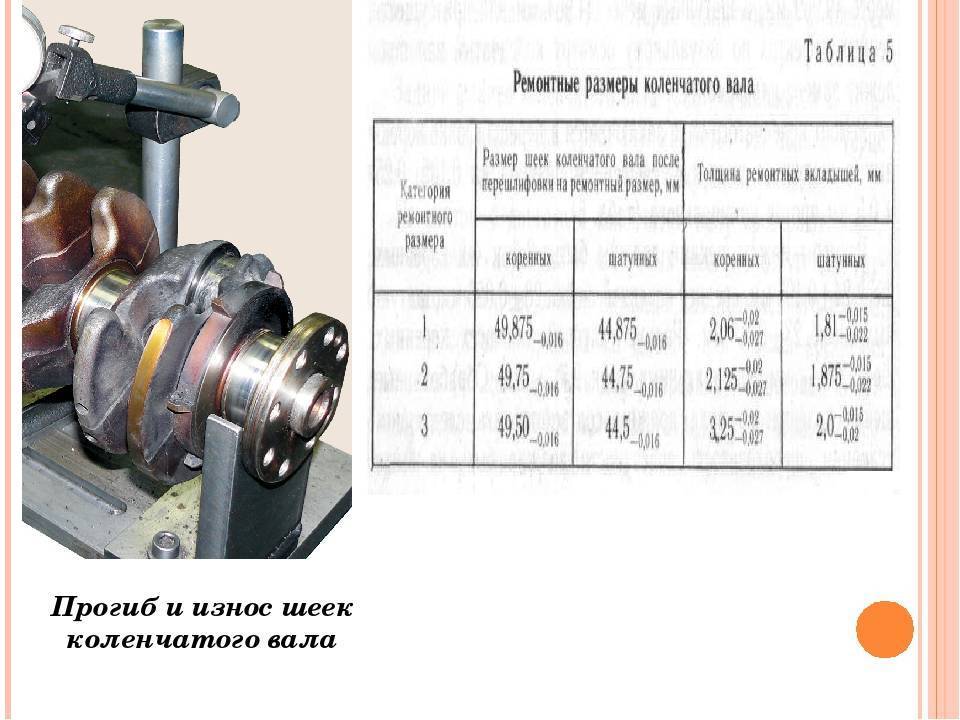
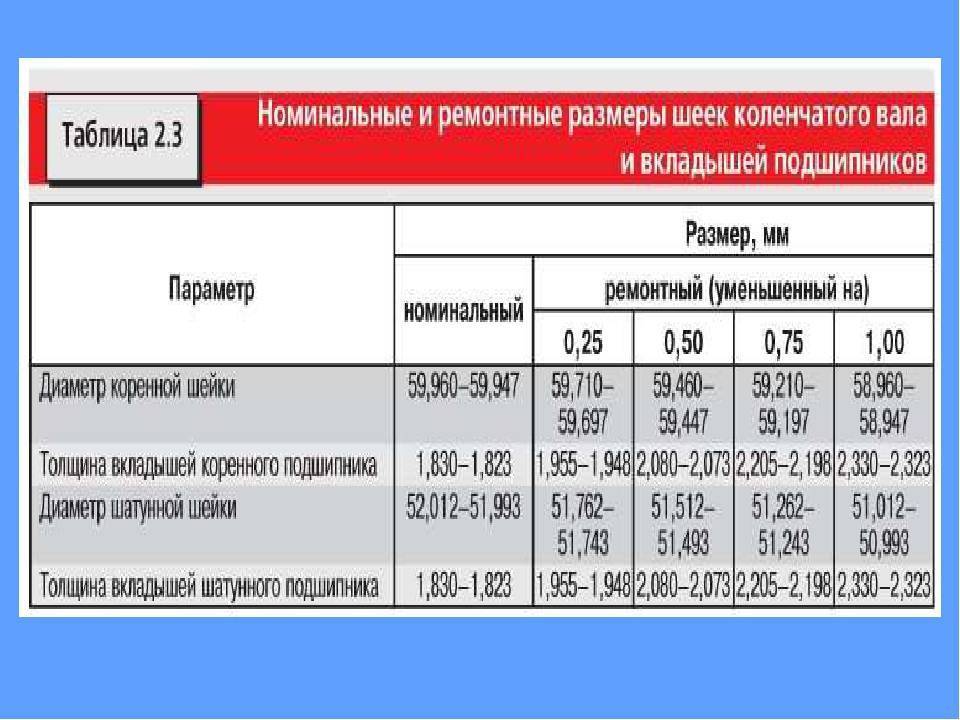
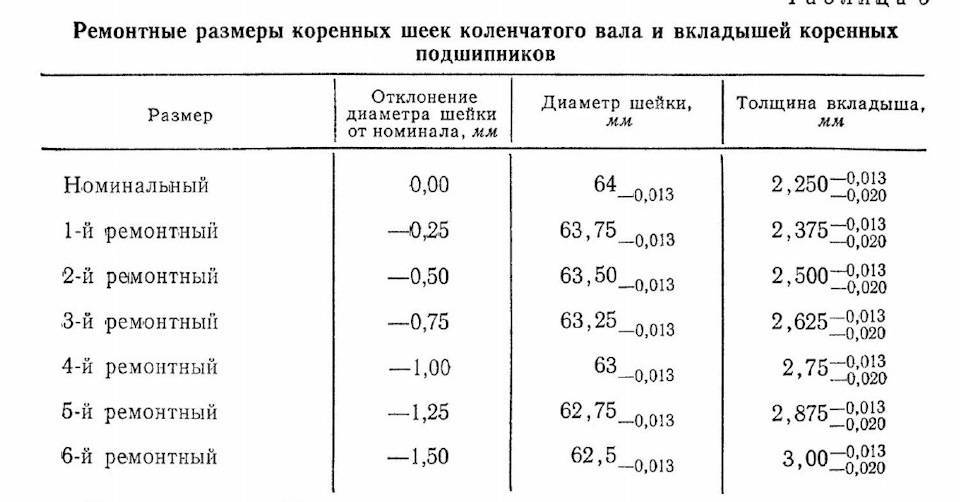
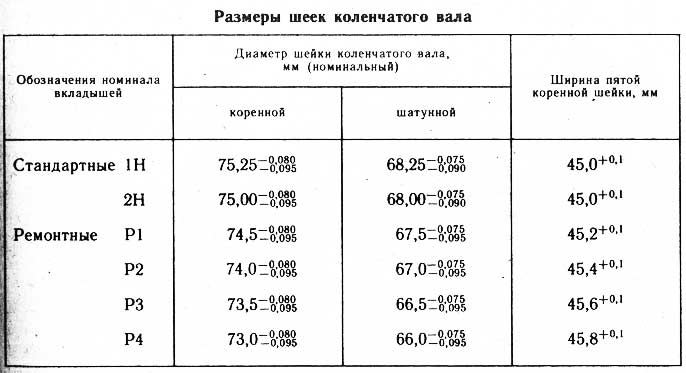
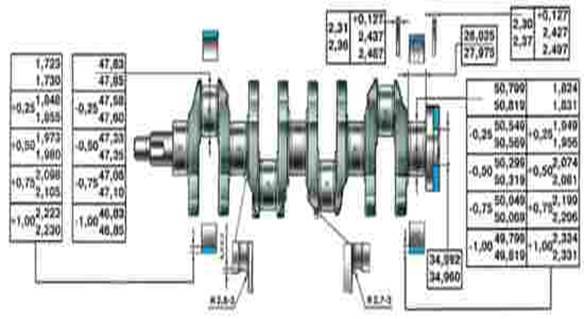
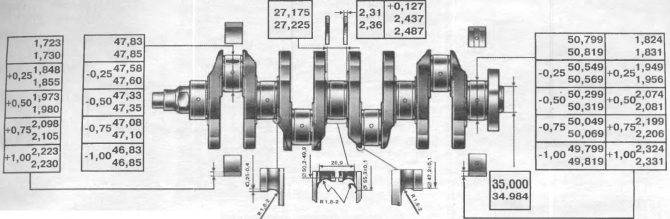
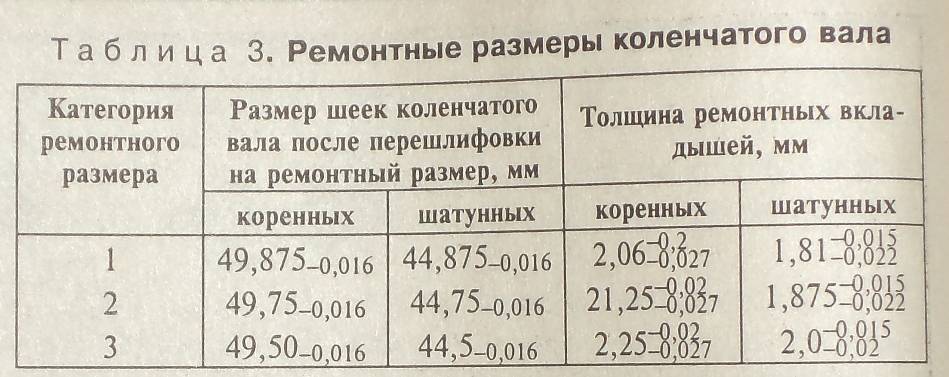
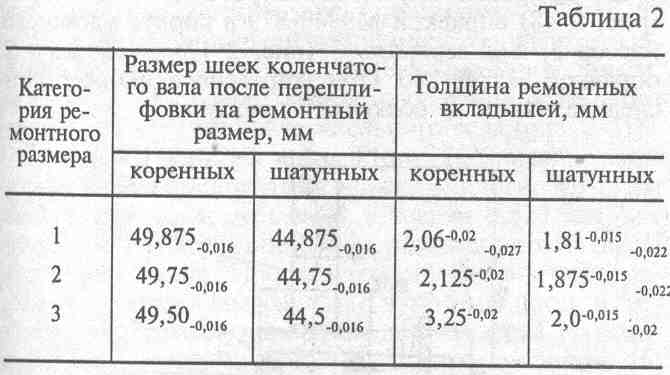
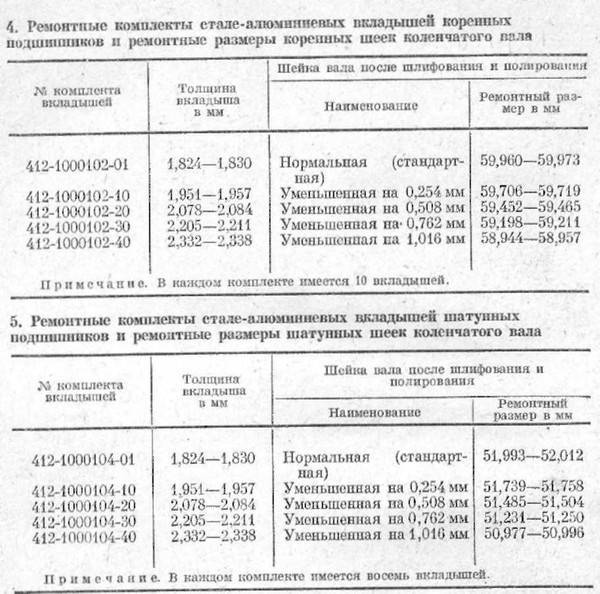
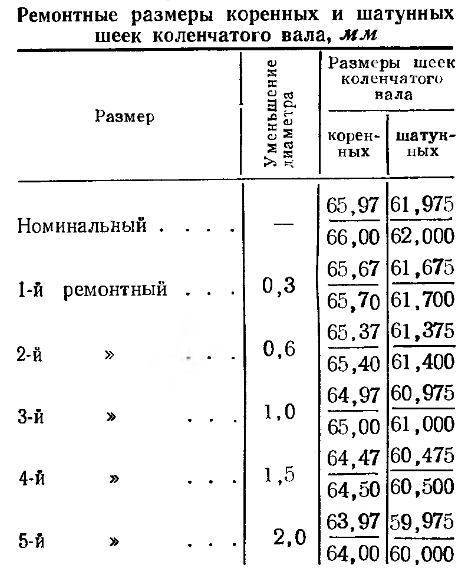
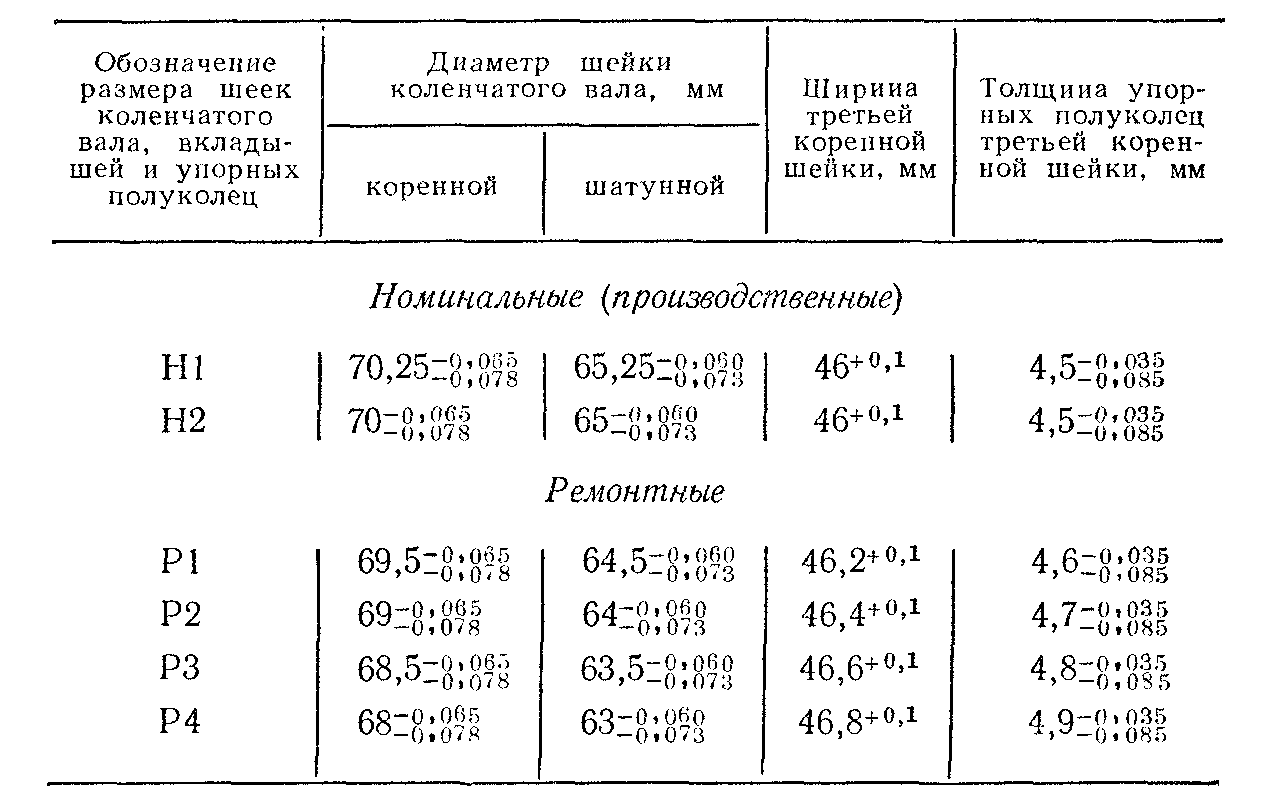
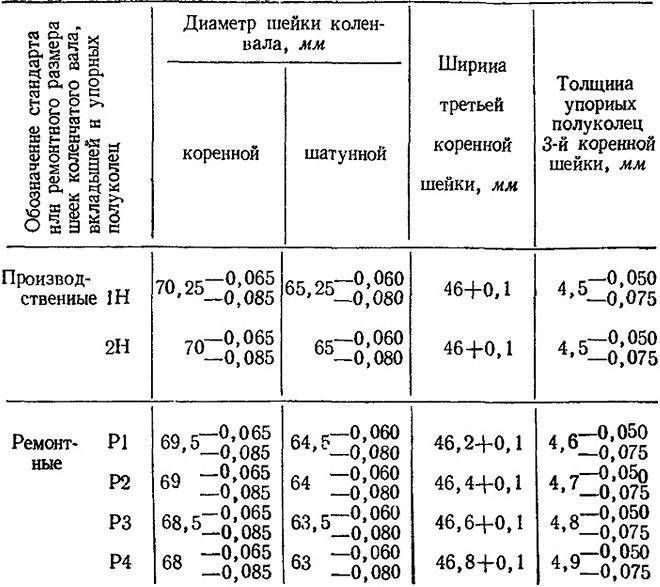
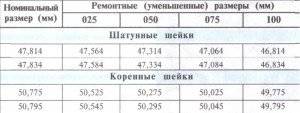
Конструктивно состоит из нескольких коренных и шатунных шеек, соединенных между собой щеками. По мере износа вал перешлифовывают на ремонтные размеры, что соответственно меняет и размеры шеек коленвала. Обычно предусматривается до 6 ремонтных размеров, советские стандарты допускали 8 для ряда моделей.
Какие функции выполняет каждая из деталей коленчатого вала
Итак, коренная шейка
– это опора, которая расположена в коренном подшипнике, размещенном в картере двигателя. Шатунная шейка соединяет коленвал с шатунами. С помощью масляных каналов осуществляется смазывание шатунных подшипников. Щеки нужны для связи коренных и шатунных шеек. Носок – это фронтальная часть вала, где закреплено зубчатое колесо или шкив, нужный для контроля мощности привода газораспределительного механизма и вспомогательных агрегатов и систем.
Хвостовик
– тыльная часть вала, соединяющаяся с маховиком для контроля основной части мощности. Противовесы служат для разгрузки коренных подшипников от сил инерции.
Принимает действия расширяющихся газов при рабочем ходе поршней, которые передаются шатунами, и преобразует их в крутящий момент, обеспечивает движений поршней во время пуска двигателя. Изготавливается коленчатый вал из среднеуглеродистых легированных сталей и литьем из чугуна модифицированного магнием.
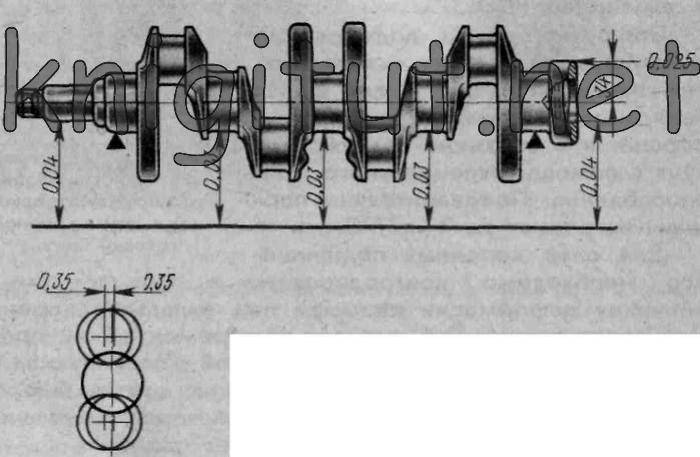
Форма коленвала будет определена числом и расположением цилиндров, а также порядком работы и тактностью двигателя. Обычно применяются полноопорные , потому как шатунные шейки располагаются между коренными. Поверхностный слой подвергается закалке на глубину 4 мм для повышения износостойкости.
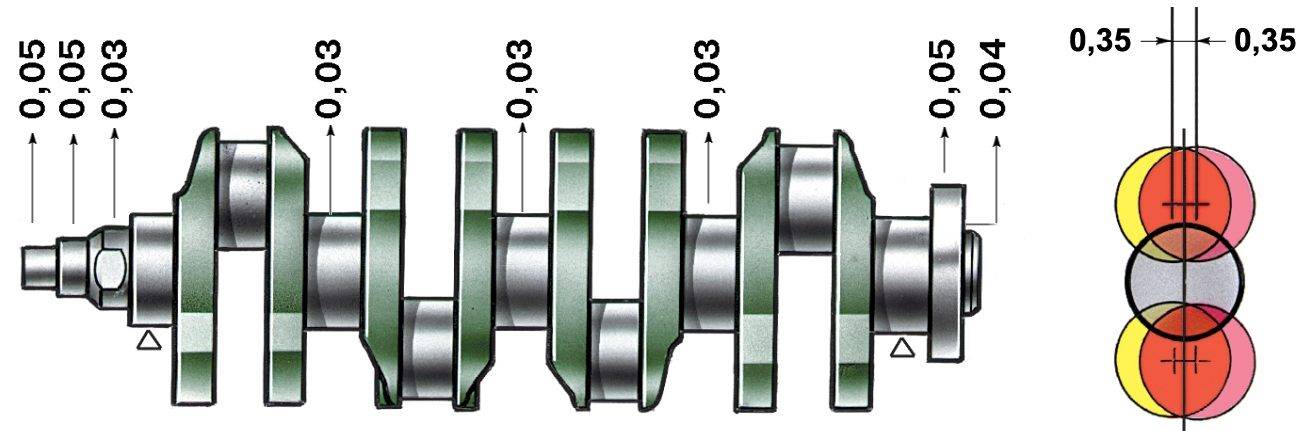
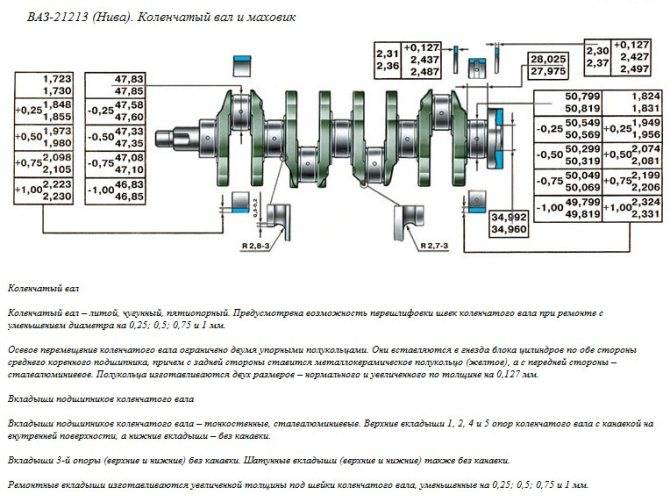
Коленчатый вал – стальной, изготовлен методом горячей штамповки. Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм. Коленчатый вал имеет пять коренных опор и четыре шатунные шейки. На шатунных шейках установлены шатуны (по два на каждую). Коренные и шатунные шейки в процессе работы смазываются маслом под давлением. Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется. Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На передний конец коленчатого вала напрессована шестерня коленчатого вала и передний противовес, закрепленный гайкой момент затяжки 176,4 – 294 Нм (18 – 30 кгс·м).
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце. На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив. При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала. Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливается коленчатый вал 238БЕ-1005009 (маркировка 238Н-1005015-У), а на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – коленчатый вал 238ДК-1005009-30 (маркировка 238ДК-1005015-30).
Маркируется коленчатый вал в поковке на 5-й щеке.
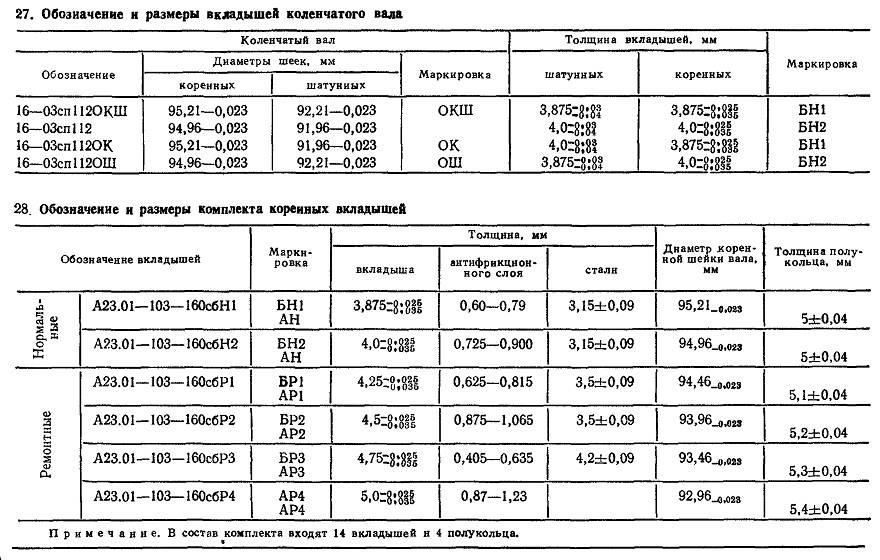
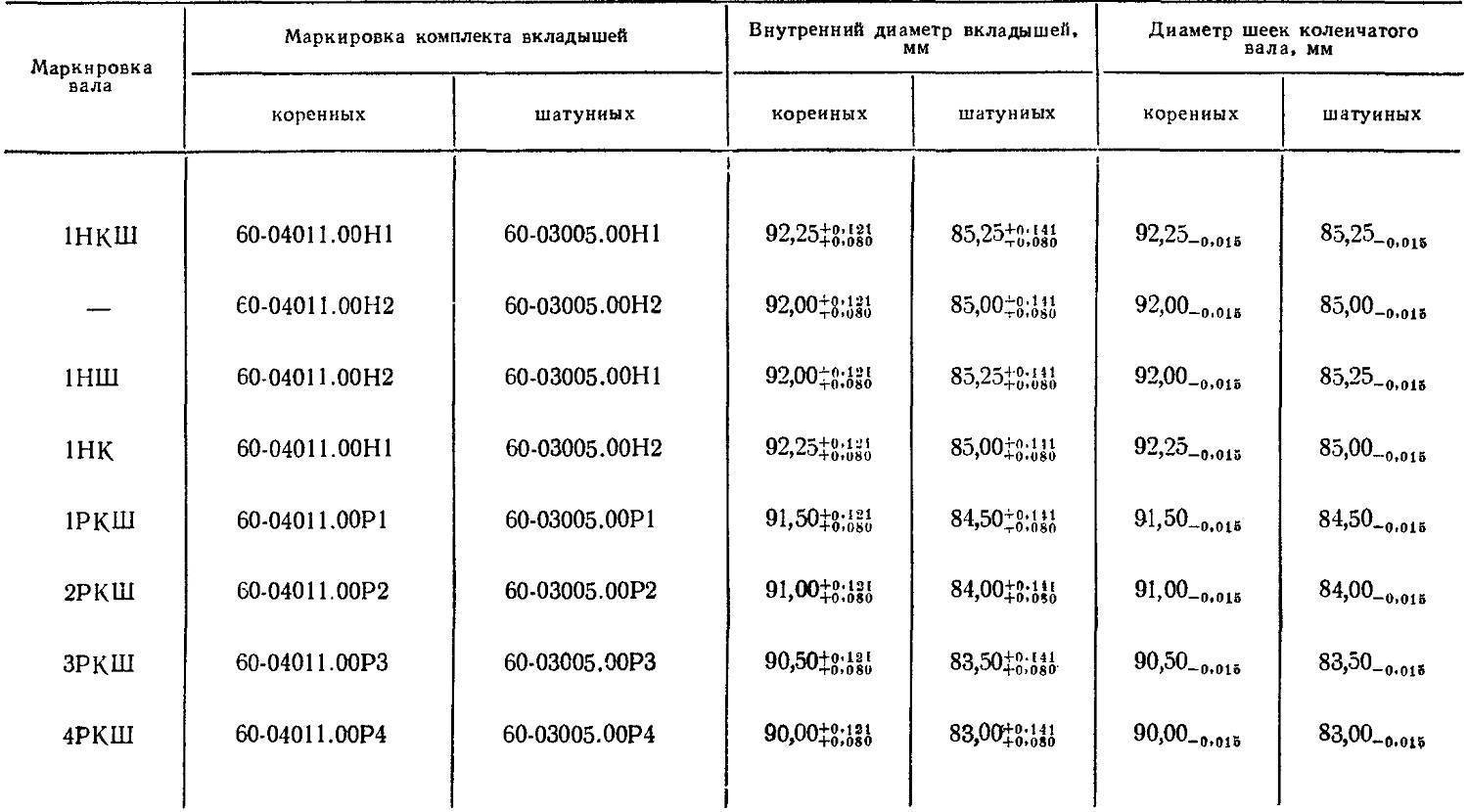
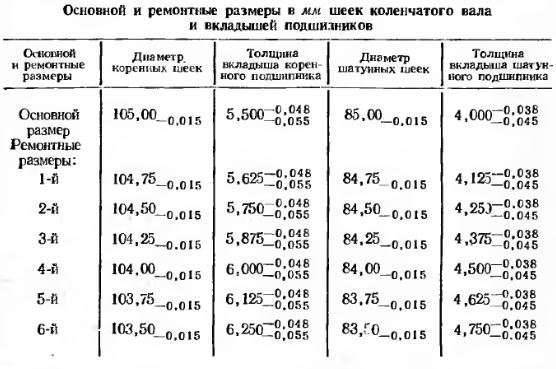
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
Маркировка коленчатого вала | 238ДК – 1005015-30 238Н – 1005015-У | 238ДК – 1005015-30 Ш1 238Н – 1005015-У Ш1 | 238ДК – 1005015-30 К1 238Н – 1005015-У К1 | 238ДК – 1005015-30 Ш1К1 1005015-У Ш1К1 |
коренных | ||||
Маркировка коренных вкладышей | 236-1005170-В Р1 236-1005171-В Р1 | 236-1005170-В Р1 236-1005171-В Р1 | ||
коренного вкладыша, мм | ||||
шатунных | ||||
Маркировка шатунного вкладыша | Р1 236-1004058-В | 236-1004058-В Р1 | ||
шатунного вкладыша, мм |
Примечание: Буквы «ДК», «Н», «У», «Ш», «К» и цифры «30», «1» клеймятся при маркировке ударным способом.
Изготавливается либо из чугуна, либо из легированной стали, оба материала довольно прочные, но дефекты все же со временем возникают, и как раз для их устранения нужны ремонтные размеры коленвалов
. Это своеобразные допуски, до которых можно уменьшить толщину шеек без сильного ущерба для прочности детали. И, поскольку шейки обычно взаимодействуют с подшипниками, для последних предусмотрены вкладыши с ремонтным уменьшением.
Коленвал прослабленный
Расточник коленвалов может допустить ошибку и прослабить коленвал, тогда в двигателе не будет хорошего давления масла, также из-за этого двигатель может быстро застучать.

Фото. Так ключом можно проворачивать коленвал на двигателе ВАЗ.
Проверить на прослабленность коленвал можно так. Затяните подушку и прокрутите коленвал, если он очень легко прокрутился, то не мешает проверить прослаблен коленвал или нет.
Обычно коленвал после хорошей расточки не зажимается и прокручивается легко. Снимите подушку вытащите вкладыш и подложите под вкладыш фольгу от шоколадки, закрутите вкладыш, если коленвал зажмется или начнет заметно трудней крутиться, значит, эта шейка коленвала расточена отлично, вытаскивайте фольгу из под вкладыша и проверяйте следующею подушку.

Фото. Показано как подложить фольгу под вкладыш, и обязательно кончиком ножа срежьте лишнюю фольгу, здесь показано что с одной стороны фольга срезана а с другой нет.
Если после подложенной фольги под вкладыш коленвал не стал крутиться трудней, значит, эта шейка коленвала прослаблена, подкладывайте под эту подушку между вкладышем еще фольгу, пока коленвал не начнет крутиться трудней. После того как все подушки проверены и найдены прослабленные, и если под вкладыш пришлось подложить больше чем одну фольгу, то придется полностью снять коленвал и под те шейки что пришлось подложить больше чем одну фольгу надо будет разделить полоски фольги на два и подложить половину фольги под вкладыш в блоке. Ставьте коленвал затягивайте, все, Вы идеально подогнали вкладыши, и коленвал будет отлично работать в двигателе.
Обязательно в подложенной фольге под вкладышем, через отверстия во вкладыше сделайте отверстие гвоздиком для прохода масла.
Когда могут потребоваться ремонтные размеры коленвалов?
Прежде всего, давайте рассмотрим различные виды возникающих дефектов, а также причины их появления. Если нарушена геометрия посадочных мест под опорные подшипники блока, следует ожидать быстрого износа шеек. Иными словами, если наблюдается данный процесс, причина, скорее всего, именно та, что указана выше, либо в некачественном материале самого вала. Из-за некачественного масла или нерегулярной его замены на шейках могут появиться задиры, также источником данной неприятности может стать засорившийся масляный фильтр, либо, что совсем уже плохо – слабое давление в системе.
Ремонтный размер коленчатого вала

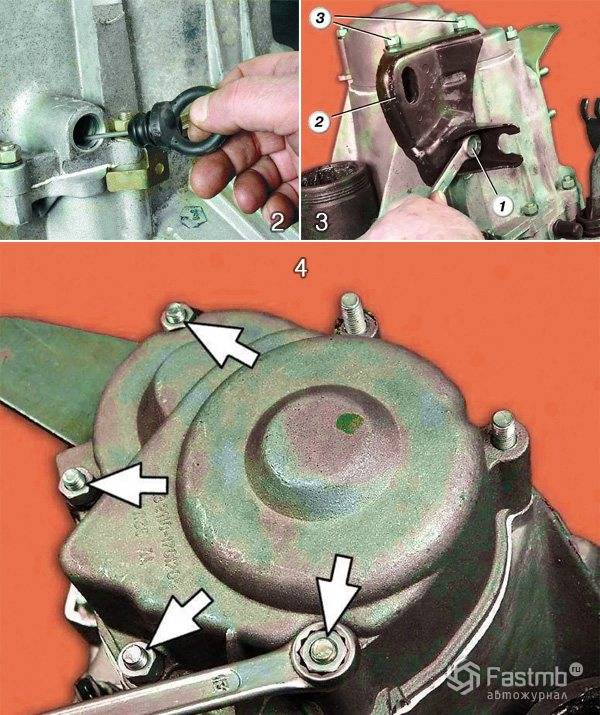
Снимаем крышку шатуна вместе с вкладышем

Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх
Вынимаем вкладыши из шатунов и их крышек.
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала

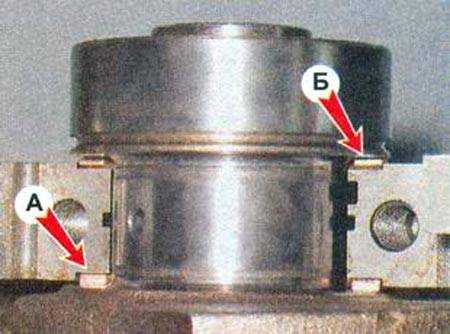
Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.
Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
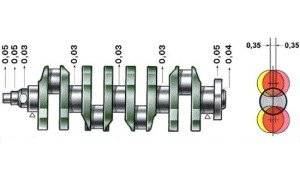
Для замены вынимаем вкладыши коренных подшипников коленвала из блока цилиндров и крышек. Если износ или овальность больше 0,03 мм, то шейки коленвала необходимо прошлифовать в специализированной мастерской, где имеется в наличии необходимое оборудование (там же необходимо проверить осевое биение основных поверхностей коленчатого вала). После шлифовки коленвала, повторно измеряем диаметры шеек коленвала для определения ремонтного размера вкладышей.
Растачивать коленчатый вал или нет
Теперь надо определить надо растачивать коленчатый вал или нет, обратите внимание на шейки коленчатого вала, видны на шейках риски и волнообразные канавки, проведите пальцем по шейке, если видны на шейке риски, канавки и проведя пальцем почувствуете малейшую волнистость даже не задумывайтесь, везите на расточку коленчатый вал. Но не покупайте сразу вкладыши на коленвал, после расточки расточник скажет какие надо покупать вкладыши, так как бывает из за большого износа шеек коленчатого вала растачивают на два размера больше

Фото. Сильно выработанная шейка коленчатого вала Волги
Редко бывает и так шейки коленчатого вала на вид хорошие, обратите внимание на коренные вкладыши и если на вкладышах увидите блестящею потертость это говорит о том что коленвал прослабленный и имеет большой зазор, и болтаясь во вкладышах набивает блестящие полоски

Фото. Вкладышы с признаками большого износа коленвала
Но не спутайте, также блестящие полоски на вкладышах могут и появиться при установке коленвала при закручивании подушки с вкладышем, когда коленвал получается зажатым, и еле прокручивается или клинит. В этом случае, первое шлифовщик допустил ошибку при шлифовке коленвала, второе под вкладыш попал мусор, поэтому при установки вкладышей тщательно протирайте постели (то место куда устанавливается вкладыш называется постель).
Если просто заменить вкладыши не шлифуя изношенный коленвал, то это все равно что выкинуть деньги на ветер, эффект будет нулевой. Также если в двигателе до ремонта было очень слабое давление масла (на холостых горит лампочка давления), это уже говорит о том, что надо растачивать коленвал под ремонтные вкладыши.
Лучше не полениться и отвезти коленвал на расточку, и переплатить немного денег, чем просто заменить вкладыши.
Железо не обманешь!
Используя эти советы сможете легко определить без микрометра надо шлифовать коленчатый вал или нет.
Обслуживание агрегата
Благодаря высокому качеству сборки и продуманной конструкции изделие не требует выполнение серьезного ремонта на протяжении долго времени, однако лишь при условии регулярного выполнения техобслуживания. Оно предполагает выполнение простейшего алгоритма действий:
Система смазки двигателя Д 240
Система смазки двигателя Д 240 работает по одноконтурному принципу, поскольку ключевые узлы обрабатываются самотеком либо путем распыления. Основными составляющими системы представляется механизм забора масла, помпа, прочие устройства, необходимые для её работы, очищающие элементы.
Обязательно почитайте: Трактор ЛТЗ 60
Удачная конструкция системы позволяет снизить трение между ключевыми узлами, продлевая срок их службы и одновременно уменьшая температуру работы всего двигателя, что позволяет использовать его даже в жарких условиях.
Ремонтные размеры коленвалов для продления их службы + видео » АвтоНоватор
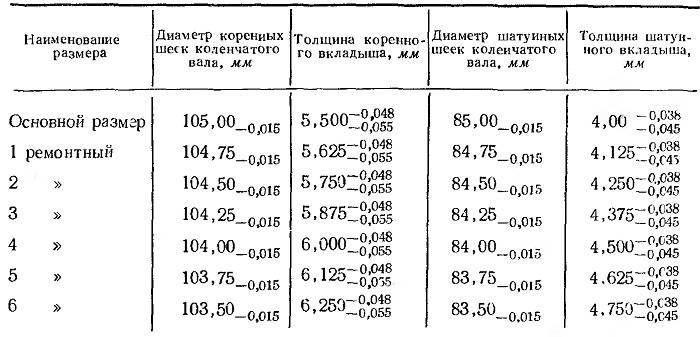
Коленчатый вал изготавливается либо из чугуна, либо из легированной стали, оба материала довольно прочные, но дефекты все же со временем возникают, и как раз для их устранения нужны ремонтные размеры коленвалов. Это своеобразные допуски, до которых можно уменьшить толщину шеек без сильного ущерба для прочности детали. И, поскольку шейки обычно взаимодействуют с подшипниками, для последних предусмотрены вкладыши с ремонтным уменьшением.
Когда могут потребоваться ремонтные размеры коленвалов?
Прежде всего, давайте рассмотрим различные виды возникающих дефектов, а также причины их появления. Если нарушена геометрия посадочных мест под опорные подшипники блока, следует ожидать быстрого износа шеек. Иными словами, если наблюдается данный процесс, причина, скорее всего, именно та, что указана выше, либо в некачественном материале самого вала. Из-за некачественного масла или нерегулярной его замены на шейках могут появиться задиры, также источником данной неприятности может стать засорившийся масляный фильтр, либо, что совсем уже плохо – слабое давление в системе.

Но наиболее частый вид повреждений – царапины на шейках (не путайте их с трещинами из-за усталости металла, при появлении которых приходится менять деталь). Возникают такие дефекты из-за продолжительной эксплуатации вала, кроме того, причина может крыться в засорении масла инородными частицами
При этом обращайте внимание на глубину царапин, мелкие, до 5 микрон, могут быть заполированы, а вот более значительные требуют шлифовки, в результате чего приходится переходить на следующие ремонтные размеры коленвалов. Иногда, при сильном износе поверхности, деталь уменьшается сразу на 2 размера


Что следует учитывать, изменяя размеры шеек коленвалов?
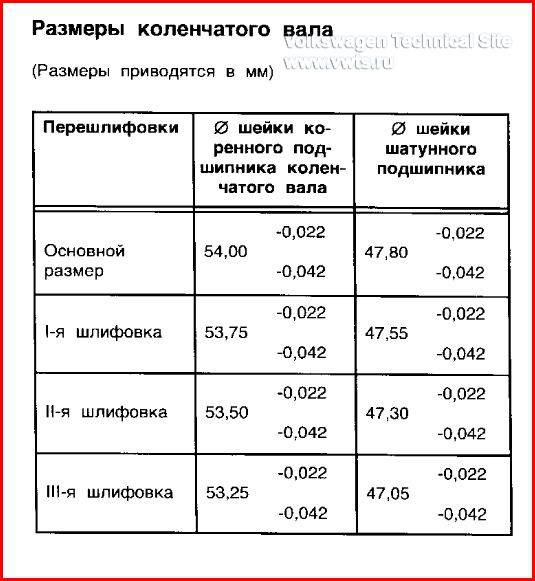
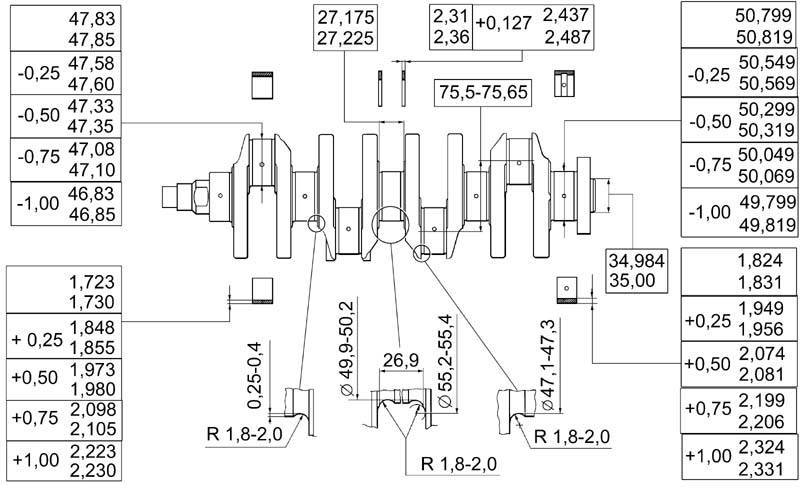
Шейки у коленчатого вала бывают двух типов – опорные и шатунные. Последние, как ясно из названия, предназначены для того, чтобы на колена передавались поступательные движения шатуна, преображаясь, таким образом, в крутящий момент. По сути, получается принцип колодезного ворота, точнее, его изогнутой ручки, по отношению к которой человеческое предплечье может считаться шатуном. В стандартном двигателе размеры шеек коленвалов соответствуют 47.8 миллиметрам. Логично, что и подшипники, и кольца шатунов также подогнаны под этот размер. Однако спортивный тип коленвалов является исключением, у него шейки имеют диаметр всего 43 миллиметра, а значит, он требует специальных вкладышей для подшипников и установку соответствующих шатунов.
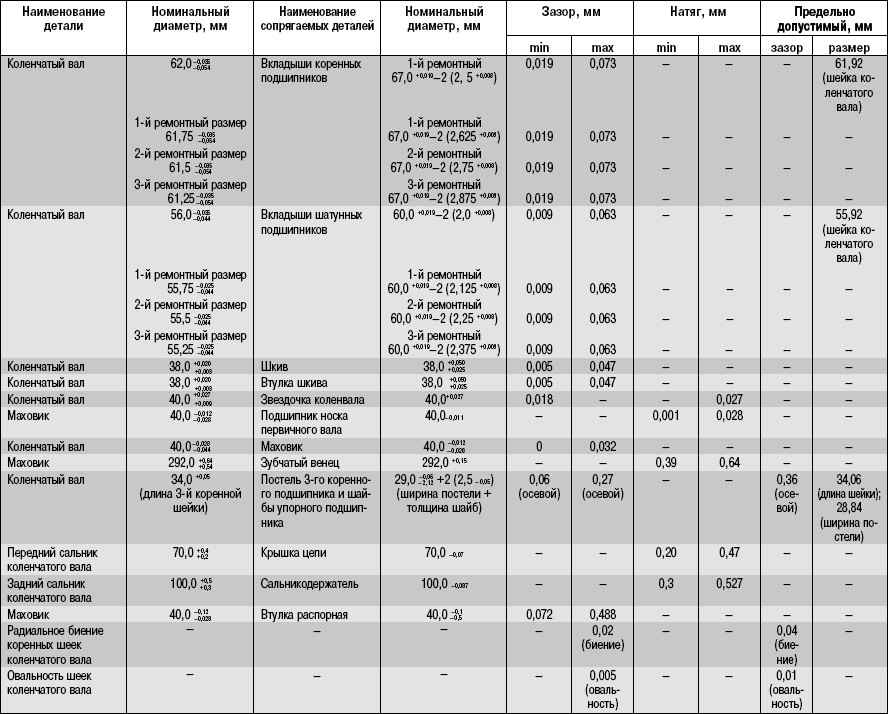
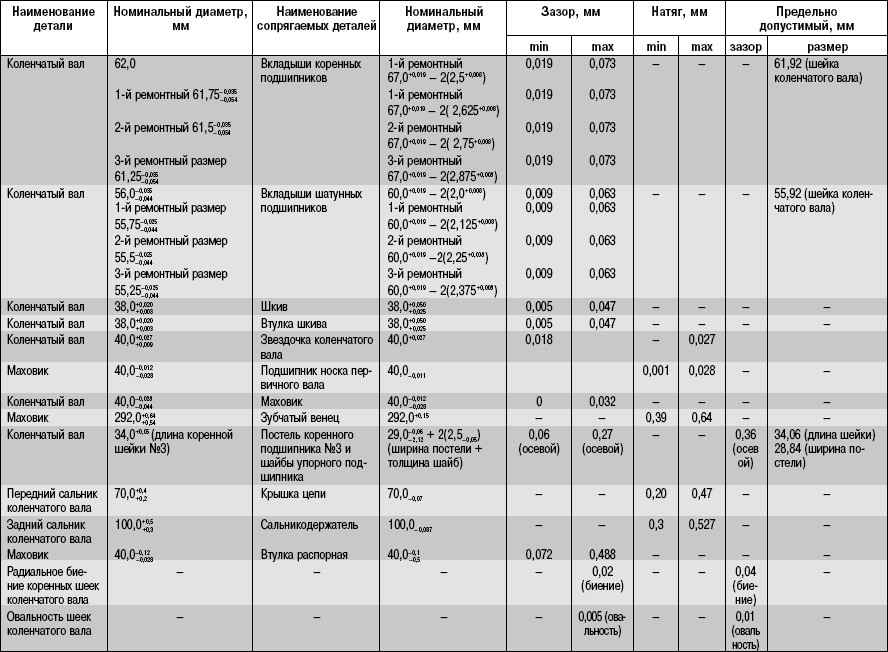
Но вернемся к шейкам и их дефектам. При наличии таковых ремонт может осуществляться до 4 раз путем шлифовки, как уже было сказано выше. Соответственно, прежде чем изменять ремонтные размеры шеек коленчатых валов, внимательно замерьте деталь и выясните, до какой степени могут произойти ее изменения, после чего заранее приобретите вкладыши с новыми размерами. Определить степень износа можно по зазору между шейкой и подшипником, который, достигая 0.07-0.09 миллиметров, грозит снижением давления масла и шумами во время работы ДВС, а будучи менее 0.03 миллиметра может стать причиной описанных выше задиров.
https://youtube.com/watch?v=fSQS-vd1JlU
Какие бывают ремонтные размеры шеек коленчатого вала?
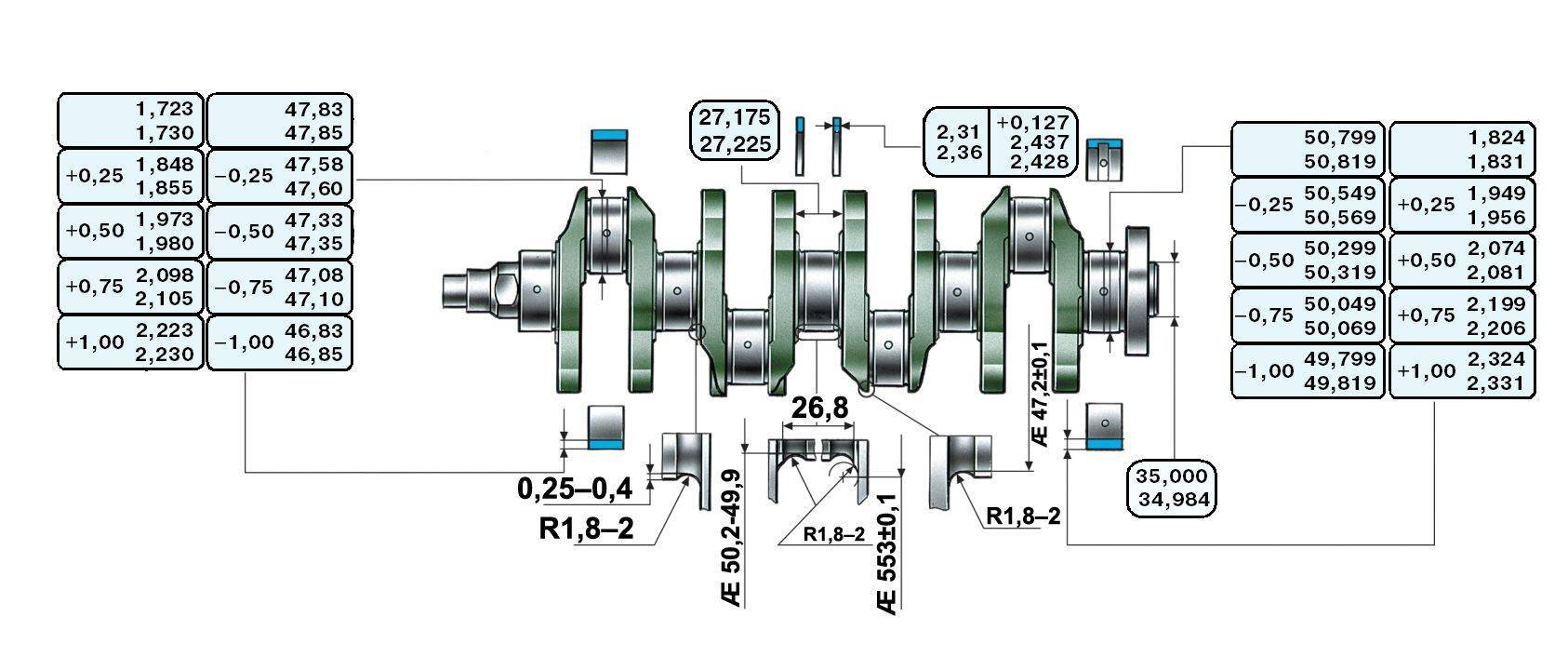
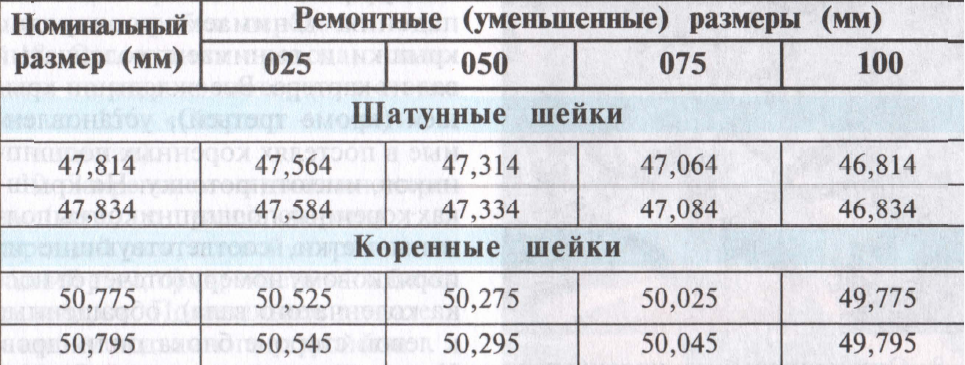
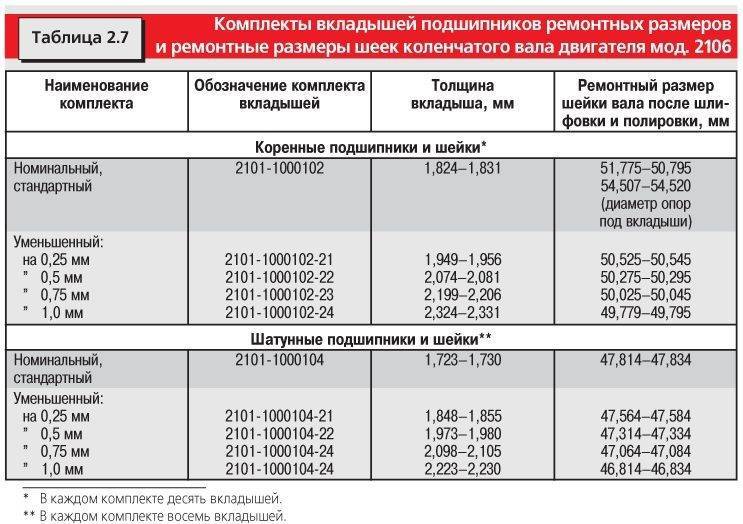
Собравшись отшлифовать шейки вала, позаботьтесь заранее о вкладках, при первом ремонте их можно использовать с уменьшением на 0.25 миллиметров. При необходимости последующие ремонтные размеры шеек коленчатого вала могут быть изменены на 0.5, 0.75 и 1 миллиметр, соответствующие должны быть приобретены и вкладыши. Последующие шлифовки связаны с прямым риском разрушения вала прямо в процессе работы, по этой причине размеры вкладышей 1.25 и 1.5 найти крайне сложно.

Подготовка к ремонту заключается в очистке детали, снятии противовесов, а при необходимости и в правке вала с выставлением балансировки центральной оси, чтобы получить затем ремонтные размеры шеек коленчатых валов без каких-либо огрехов
Очень важно проверить вал на изгиб оси, с тем, чтобы своевременно выровнять. Биение не должно превышать на центральной шейке 0.05 миллиметра
Помимо прочего, перед шлифовкой следует углубить фаски на кромках масляных кольцевых выемок, добившись ширины от 0.8 до 1.2 миллиметра. Делать это лучше всего конусообразной абразивной насадкой на дрель с углом 60-90 градусов. И, если есть возможность купить новый вал, сделайте это вместо ремонта старого.
Восстановление коленчатых валов
Можно также воспользоваться мастерской по восстановлению коленчатых валов, но я не советую восстанавливать и отдавать на наварку коленвал. Много слышал не одобрительных отзывов о восстановленных коленвалах, первое эти коленвалы ломаются, второе быстро изнашиваются.
Фото. Поломанный коленвал ВАЗ-2103, коленвал последней расточки (размер вкладышей 1.00)
На фото видите поломанный коленвал последней расточки, после расточки этого коленвала и установки на двигатель до поломки он прошел 45000км. правда хозяин этой шестерки движок сильно не жалел и давал ему газу.
Поэтому если у вашей машины коленвал последней расточки, то не гоняйте, езда на такой машине должна быть спокойной.