

Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Необходимый инструмент + расходные материалы
Следующий перечень инструментов поможет провести работу оперативно и правильно:
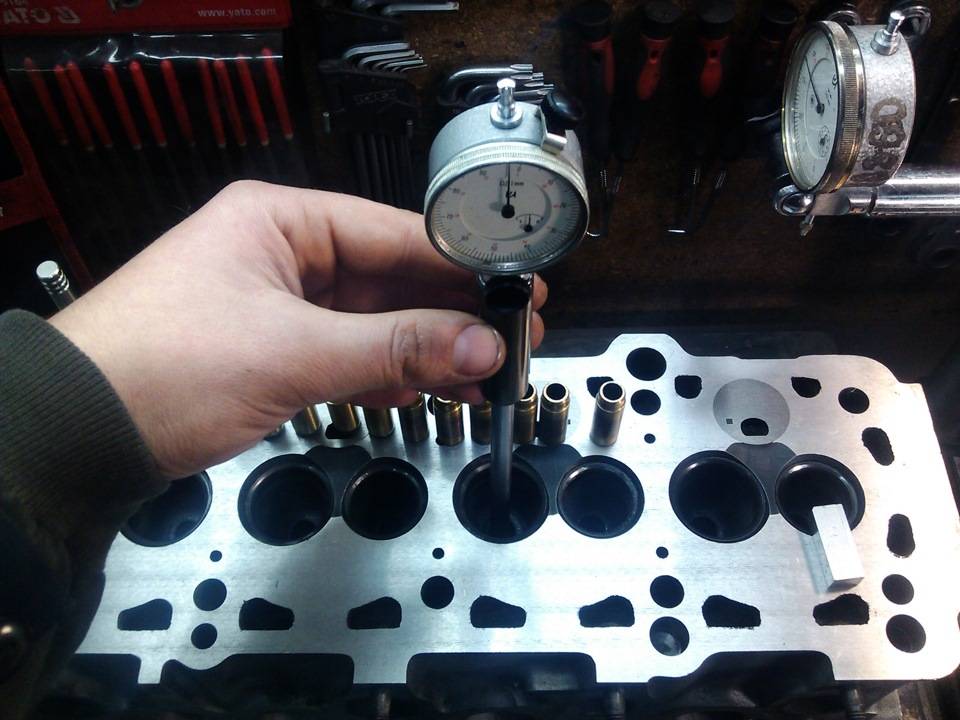
- специальный динамометрический ключ с индикатором;
- штангенциркуль или небольшая линейка;
- набор головок и гаечных ключей;
- головка Torx;
- мягкая металлическая щётка — для очистки поверхности блока, места установки прокладки;
- чистая ветошь.
Также необходимо подготовить расходные материалы. В частности, это новая прокладка и болты ГБЦ. Последние иногда бывают сильно изношены, ведь работают они под высокой нагрузкой и затягиваются с усилием от 80 Н.м и выше. Поэтому желательно будет заменить их.
Как и говорилось выше, существует несколько типов прокладок ГБЦ:
- обычная — при эксплуатации практически не изменяет форму, быстро восстанавливается после незначительных деформаций;
- асбестовая — упругая, эластичная деталь, выдерживает очень высокие температуры;
- металлическая — наиболее надёжная, долговечная.
Конкретный выбор зависит от предпочтений владельца и модели автомобиля. Для иномарок нужно знать VIN модели автомобиля, чтобы указать его в магазине и купить правильную запасную часть. В случае с отечественными машинами достаточно знать модель и марку двигателя.
Покупать прокладку ГБЦ желательно в крупных торговых точках, чтобы избежать подделок. Если оригинальная деталь стоит дорого, экономить на ней не стоит, так как она прослужит значительно дольше неоригинальной продукции. В некоторых случаях можно удовольствоваться дубликатами, произведёнными известными фирмами.
Зачем хонинговать двигатель
Как выполняется сварка латуни, какие существуют технологии
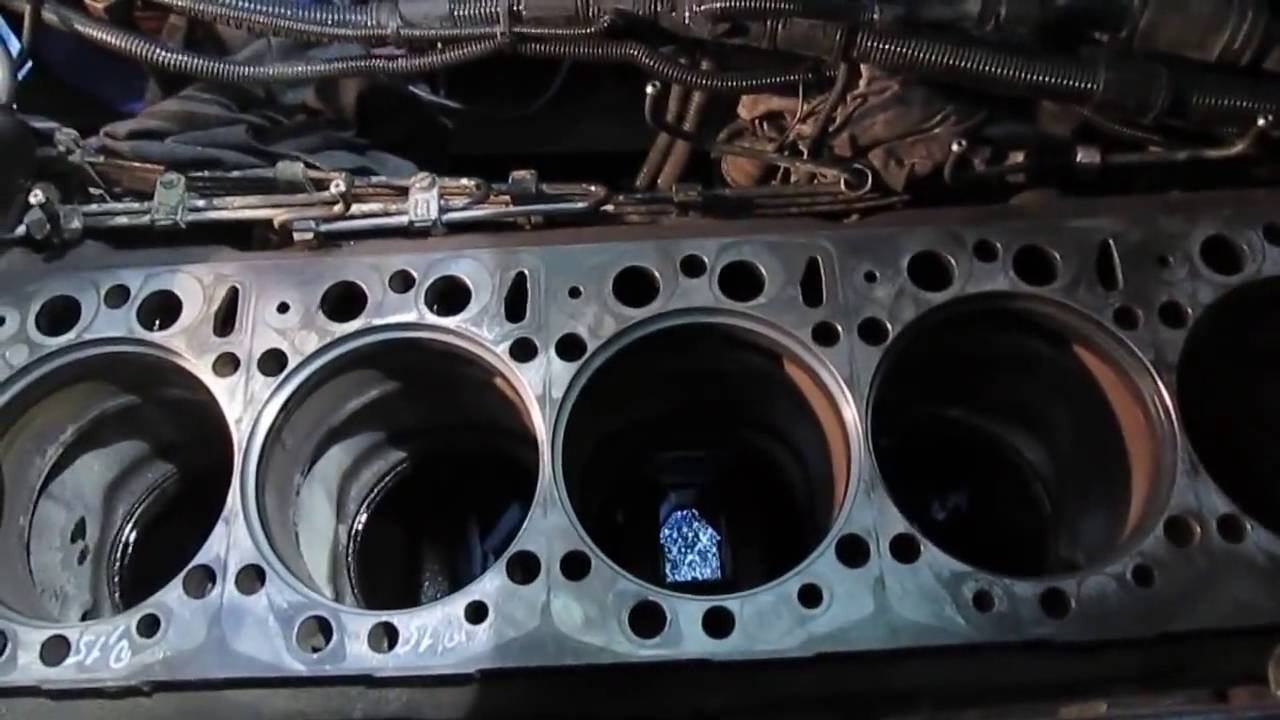
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
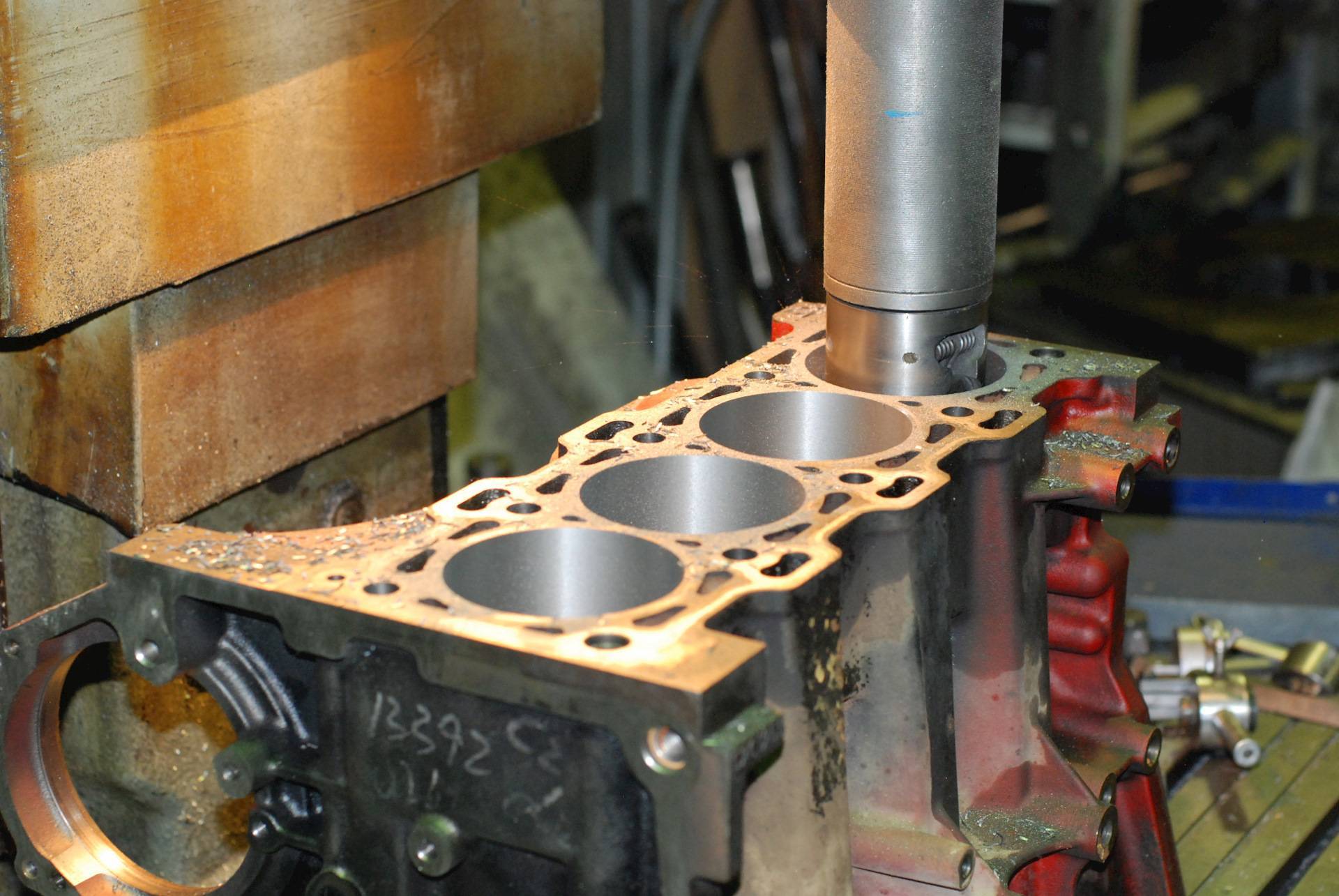
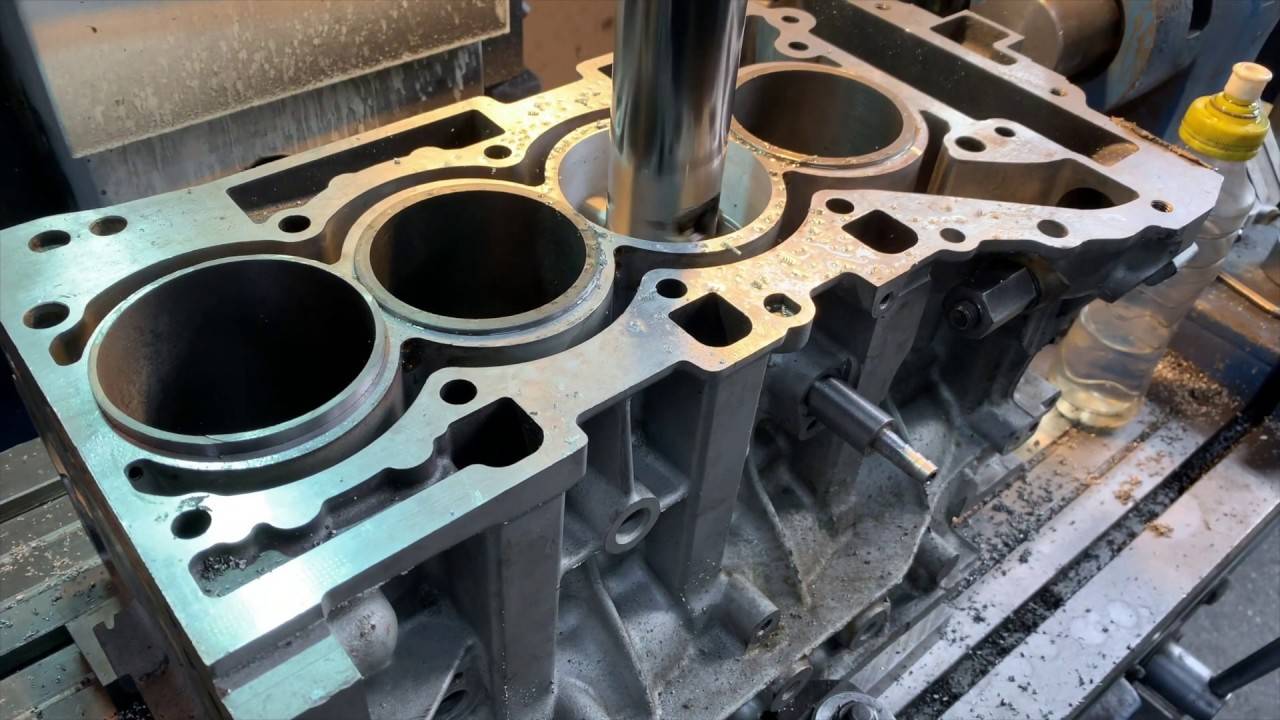
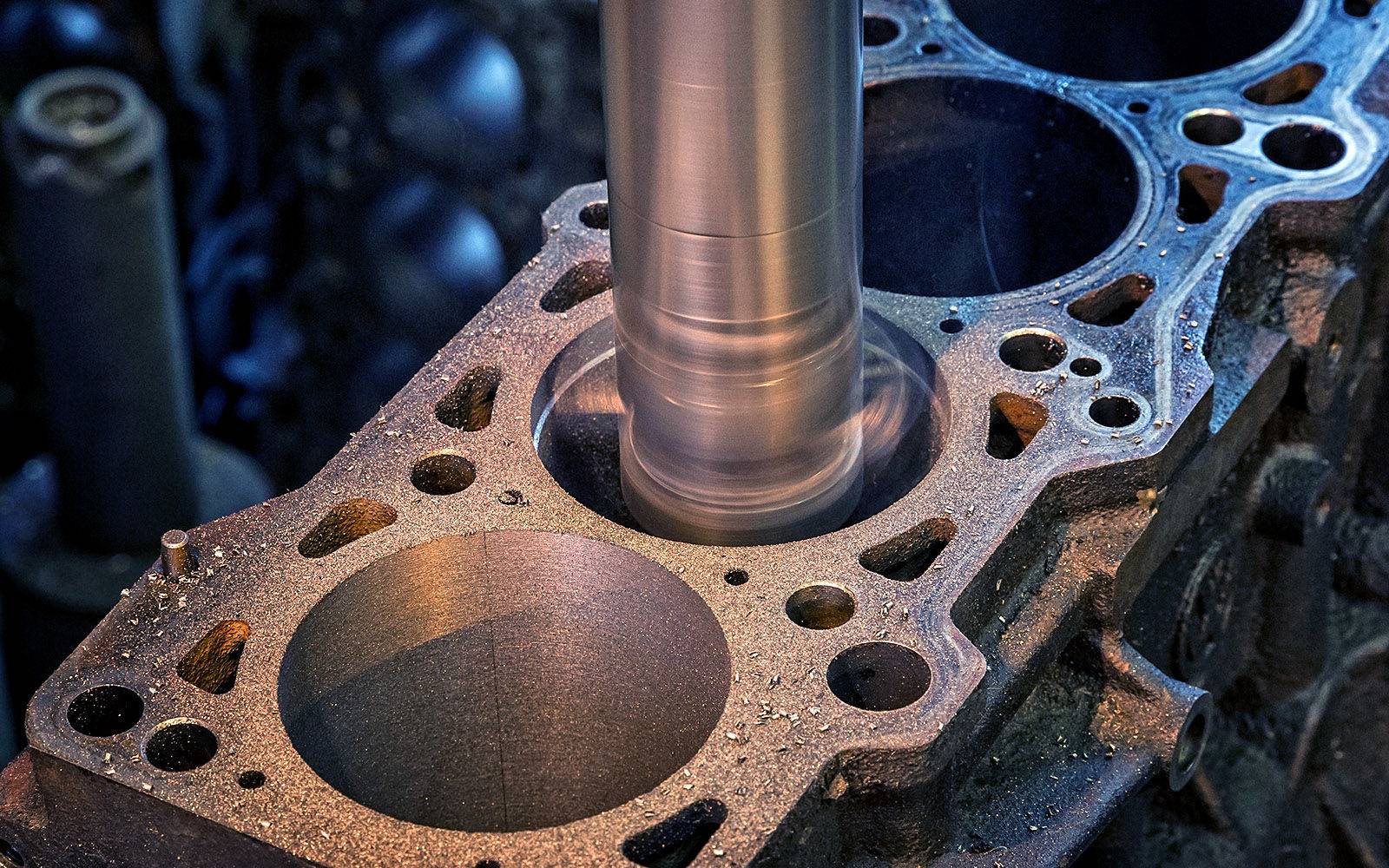
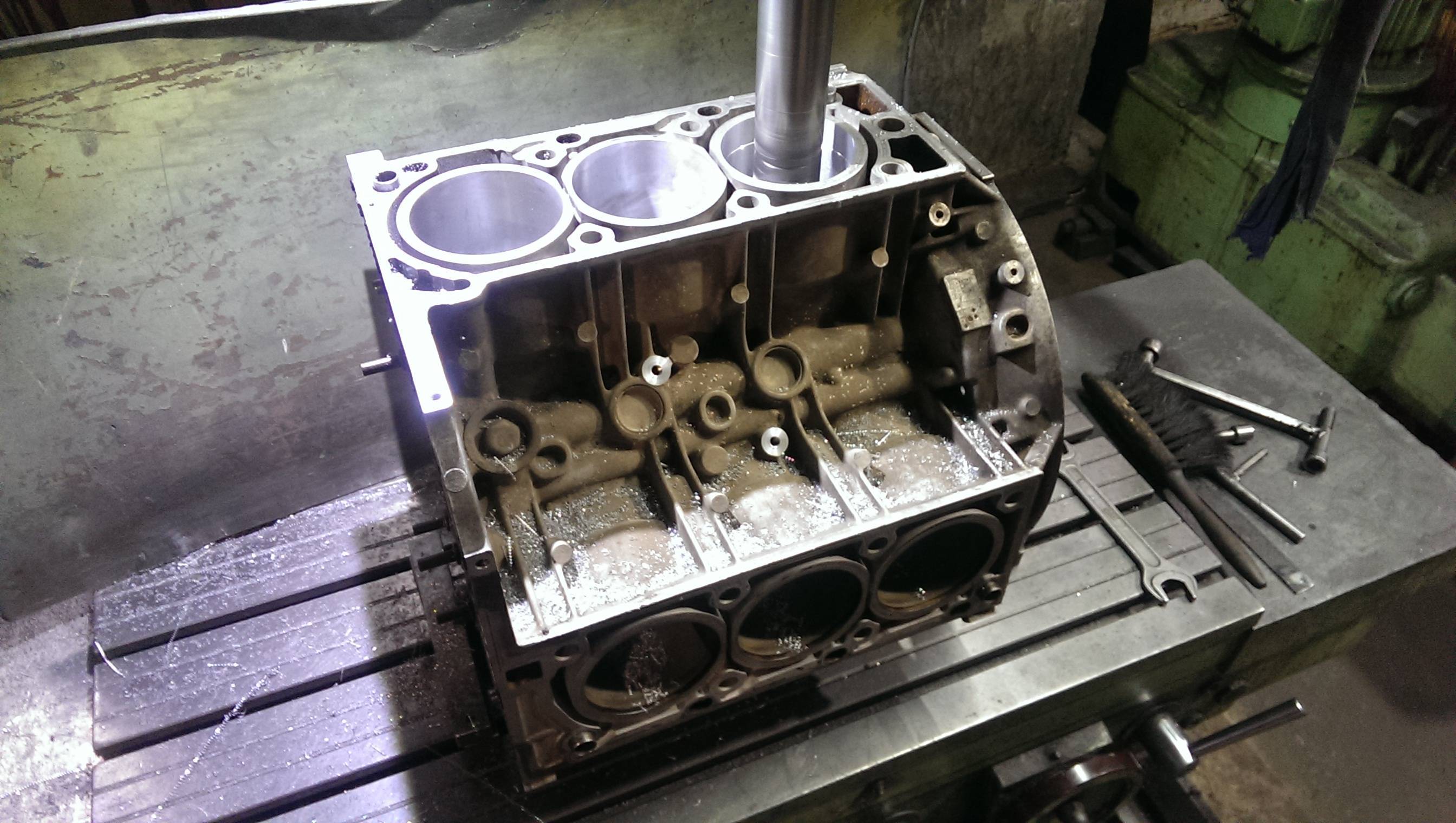
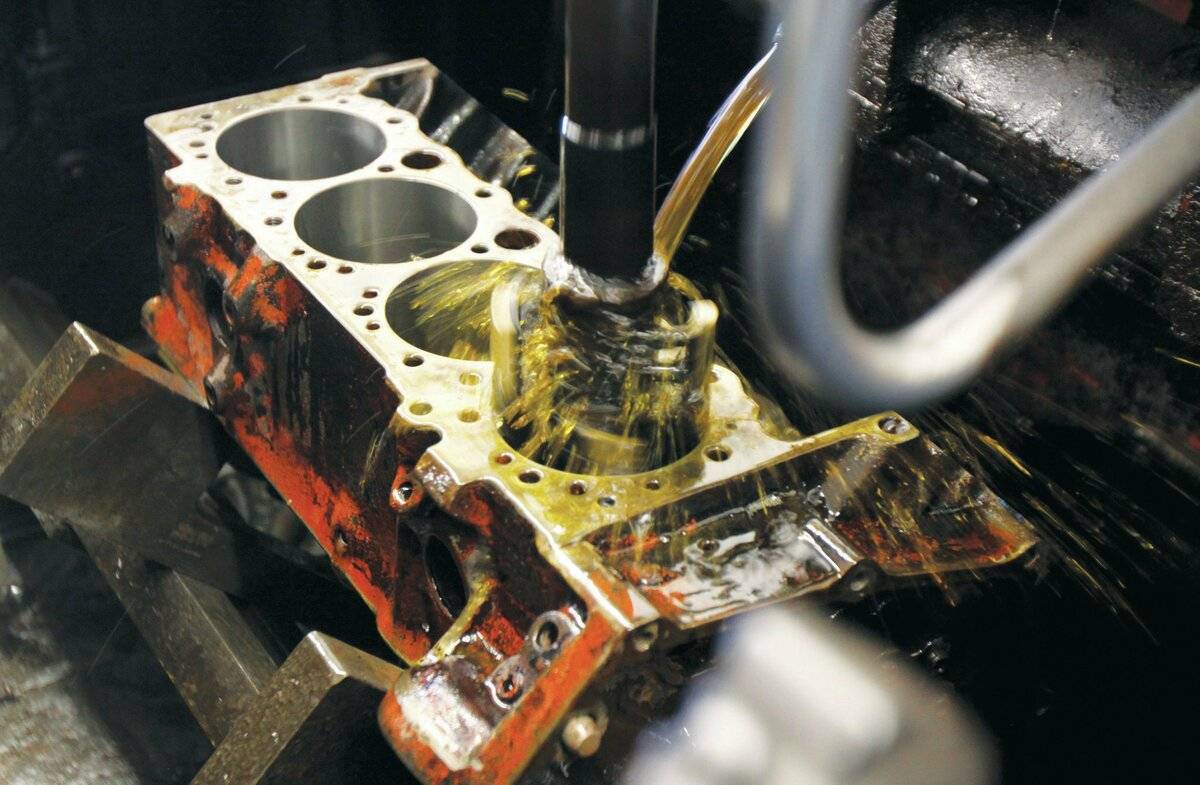
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.


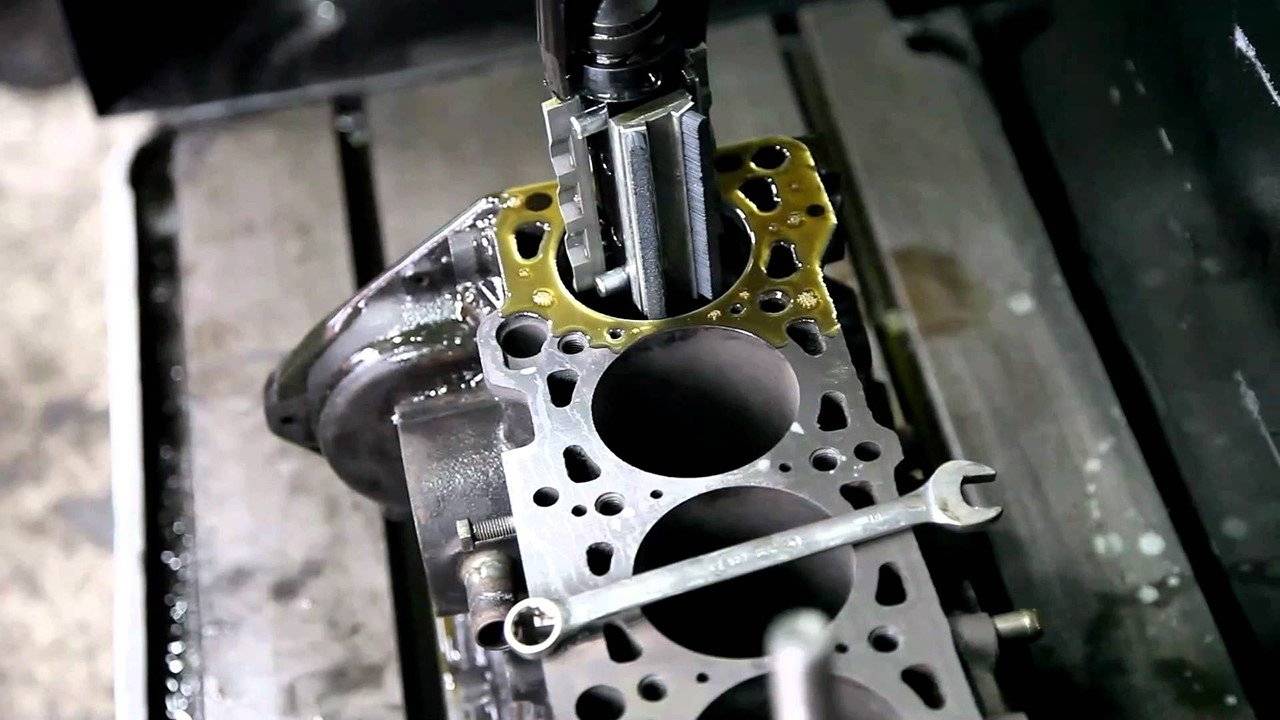

Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Диагностика и ремонт системы oхлаждения в Москве на Дмитровском шоссе
| Замена жидкости охлаждающей | от 1200 руб |
| Замена бачка расширительного системы охлаждения | от 500 руб |
| Замена корпуса термостата | от 1500 руб |
| Замена патрубка системы охлаждения | от 500 руб |
| Замена прокладки корпуса термостата | от 1000 руб |
| Замена радиатора охлаждения (Акпп, Кондиционер) | от 2000 руб |
| Замена радиатора охлаждения (Кпп Автомат и Механическая) | от 2000 руб |
| Замена термостата | от 800 руб |
| Опрессовка системы охлаждения | от 600 руб |
| Проверка работы термостата | от 300 руб |
| Проверка течи охлаждающей жидкости | от 300 руб |
| Промывка радиаторов охлаждения и кондиционера | от 2500 руб |
| Замена насоса водяного | от 2300 руб |
Есть вопросы — спрашивайте!
Не стесняйтесь, Наши специалисты помогут Вам, окажут бесплатную консультацию или запишут на посещение Нашего автосервиса.
Задать вопрос специалисту
Диагностика системы охлаждения – список необходимых работ
При проведении диагностики системы охлаждения двигателя, специалисты выполняют следующие виды работ:
- Проверка герметичности СОД;
- Контроль над уровнем натяжения приводного ремня водяного насоса;
- Опрессовка системы охлаждения;
- Проверка состояния и уровня охлаждающей жидкости;
- Проверка работоспособности термостата и т.д.
Оптимальным временем для заказа диагностического комплекса считается период апрель-июнь. Т.к. в эти месяцы на систему охлаждения двигателя оказываются максимальные нагрузки.
Необходимость ремонта СОД
На поломку СОД указывают такие признаки, как:
- Повышенный шум помпы при работе двигателя;
- Снижение уровня охлаждающей жидкости (уточка);
- Постоянное переохлаждение или перегревание рабочей жидкости системы.
Заметив отклонения от нормального режима температуры мотора (80-98 гр. Цельсия), отправлять автомобиль в сервис необходимо незамедлительно. Отказавшись от своевременной диагностики и ремонта, вы столкнетесь со следующими последствиями:
- Температура охлаждающей жидкости станет расти: двигатель не будет охлаждаться;
- Трущиеся элементы узла будут подвергаться интенсивному износу, и выйдут из строя раньше положенного срока;
- Масло начнет выгорать;
- Рано или поздно мотор просто заклинит.
Стоимость ремонта мотора значительно выше, чем диагностики или восстановления СОД. Кроме того, заклинивание силовой установки может стать причиной возникновения аварийной ситуации на дороге.
Обратившись в сервисный центр «АвтоПрактик», вы решите проблемы с системой охлаждения двигателя быстро и просто. Наши опытные мастера проведут необходимые ремонтные мероприятия, после чего предоставят официальные гарантии и расскажут о том, как избежать аналогичных поломок в дальнейшем. Стоимость и сроки восстановления СОД будут заранее согласованы с вами.
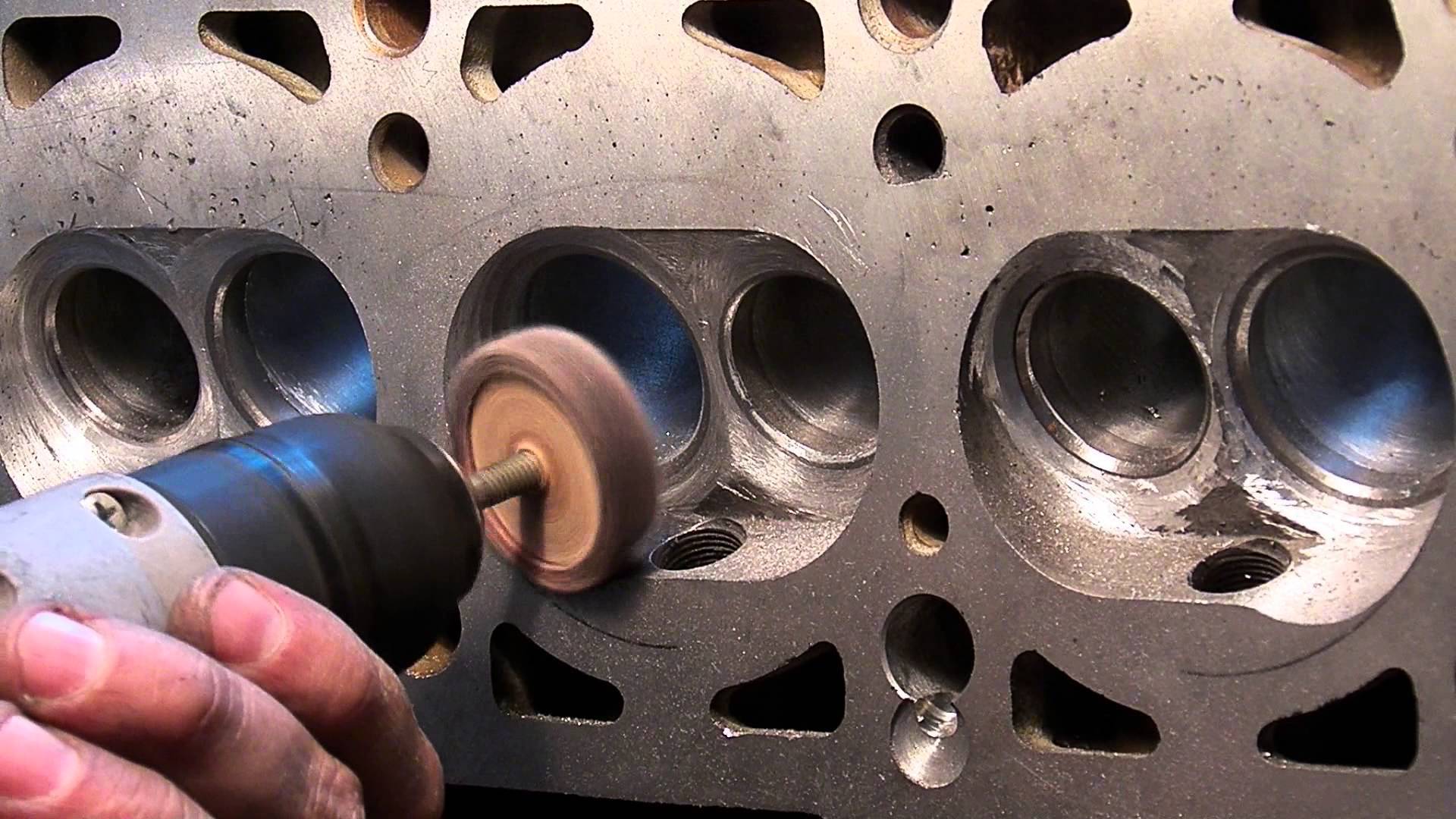
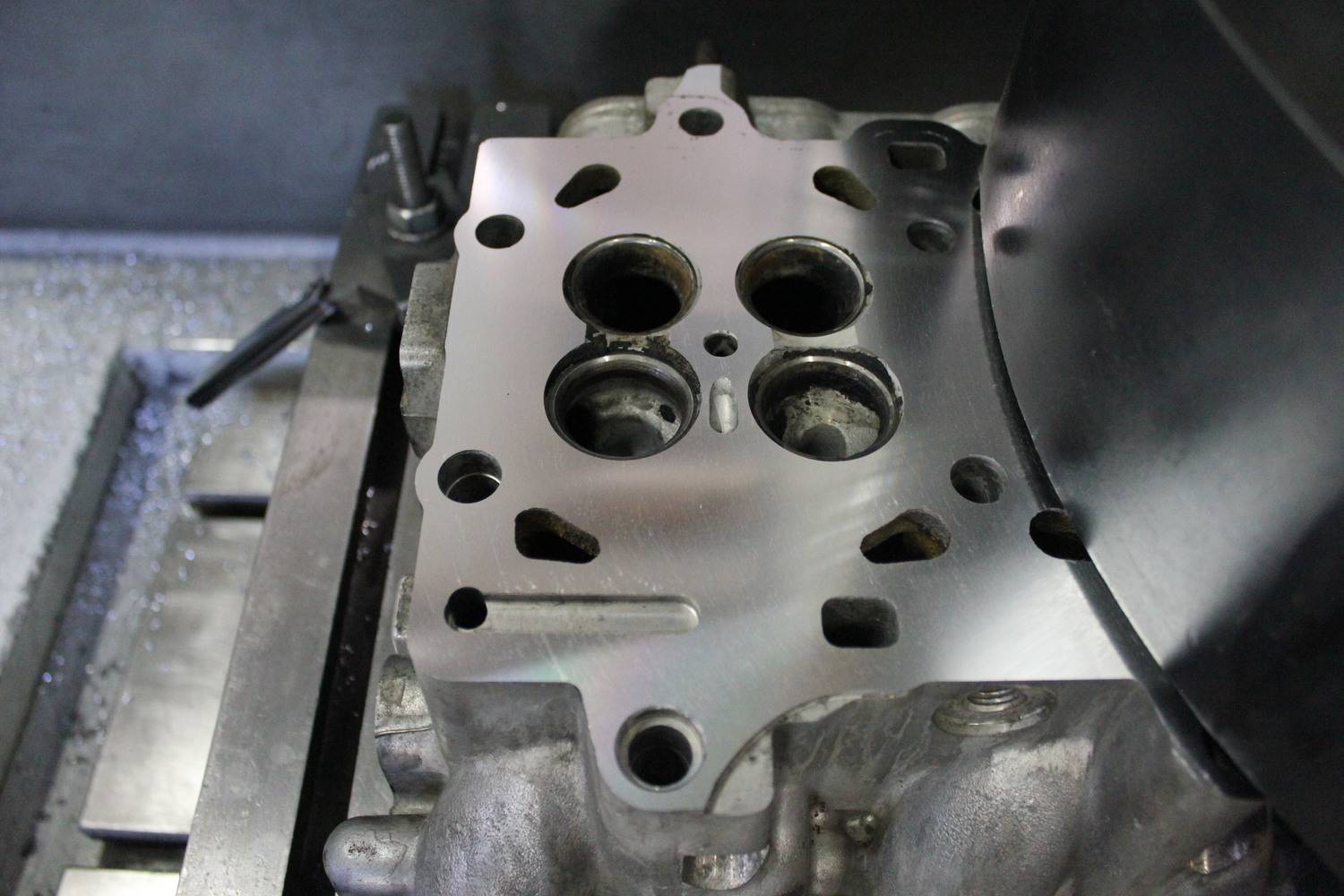
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.





Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
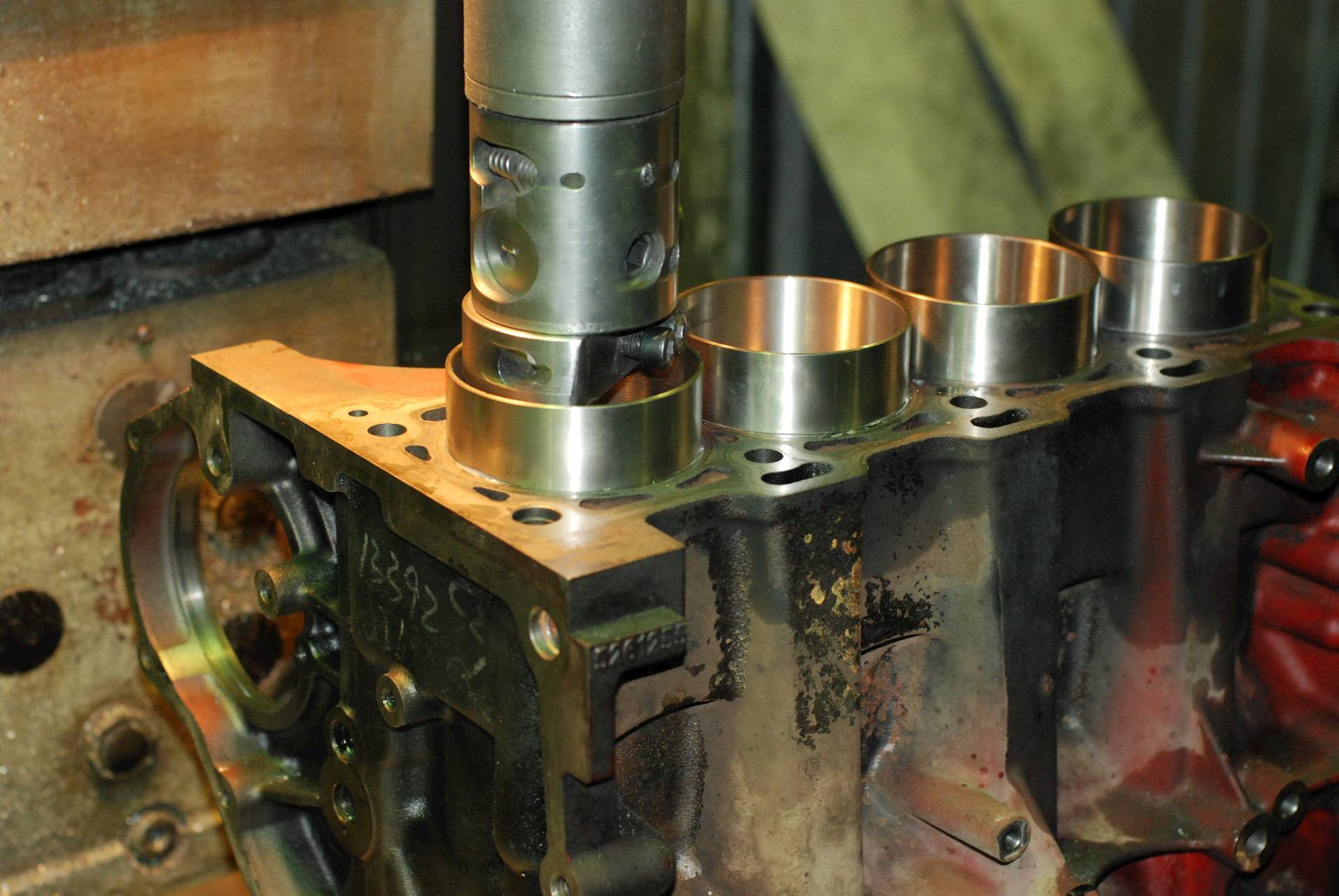
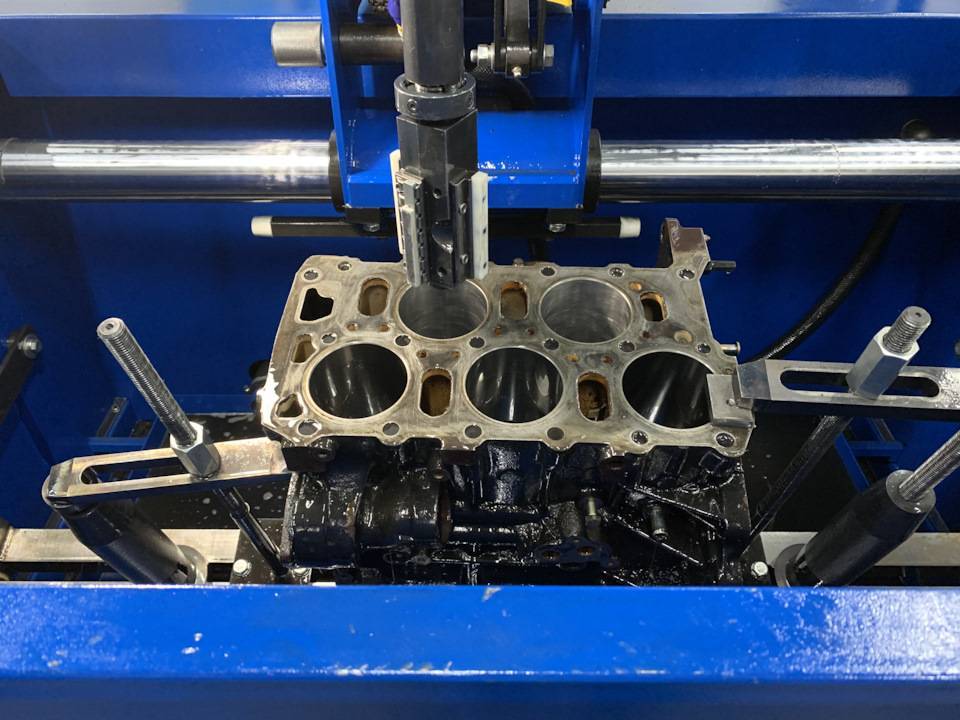
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
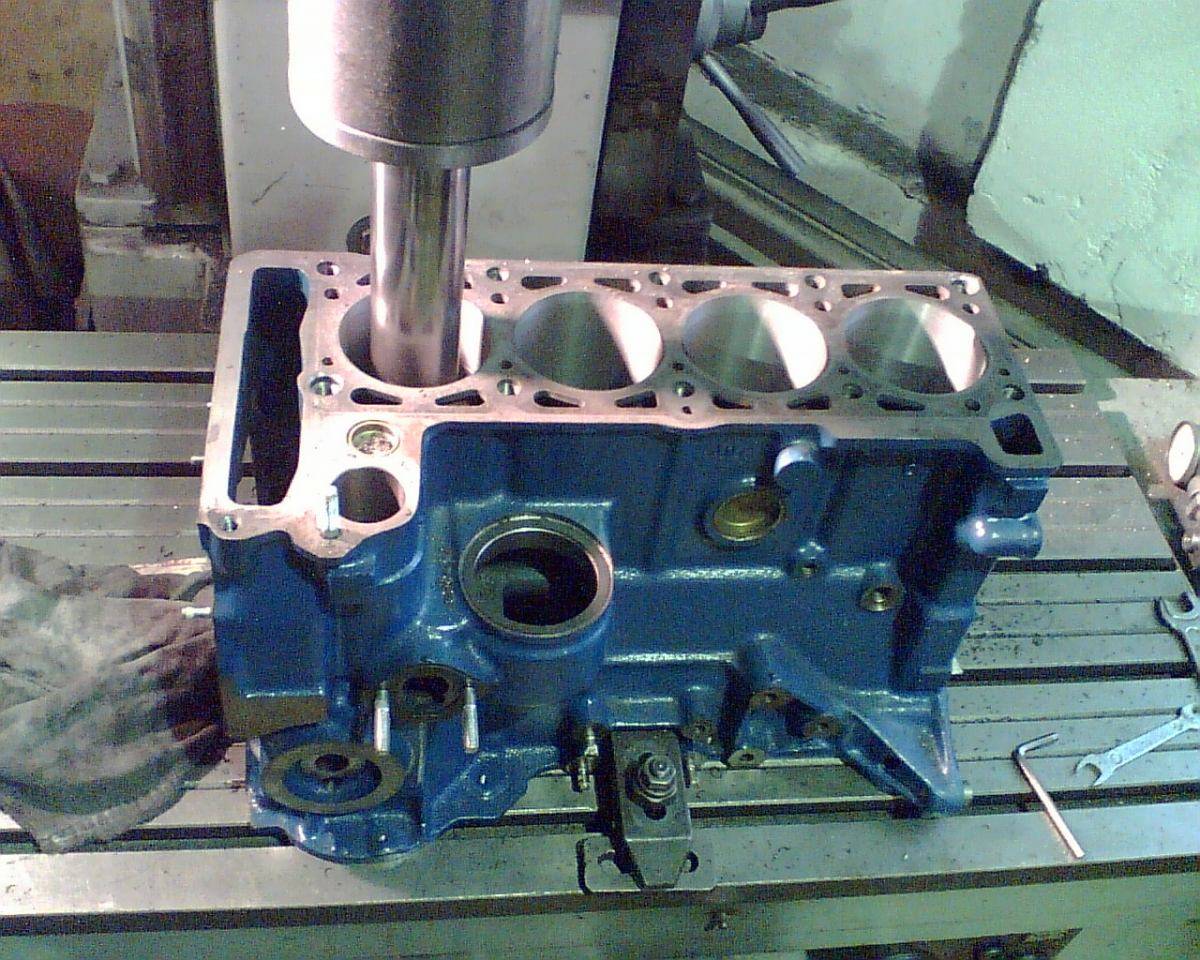
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.
На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Непосредственный ремонт или замена клапанов
Что касается ремонта ГБЦ, то проводят его обычно после 250 тыс. км пробега автомобиля. Процесс ремонта подразумевает замену втулок клапана.
Головка снята, и нужно обязательно запомнить, как установлен распредвал, чтобы после не ломать голову над тем, как всё собрать на место. Установку распредвала ориентируем по нужному пазу шкива и штифта. Демонтируем распредвал. Желательно работать по схеме и ослаблять гайки поочерёдно. Это делается для того, чтобы не треснула так называемая постель распределительного вала. Посмотрите на схему ниже:
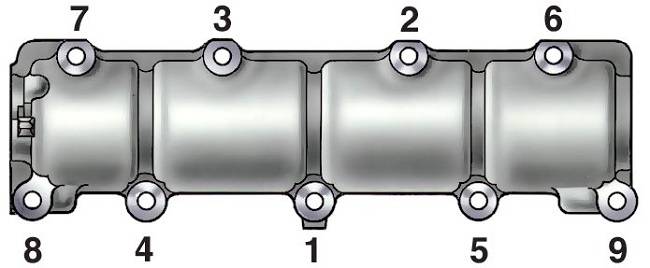
Схема порядка ослабления гаек распредвала
На этой схеме показывается, как правильно и поочерёдно ослаблять и затягивать гайки распределительного вала.
Продолжаем процесс разбора. Снимаем «рокеры» и «стаканчики», а затем раскладываем таким образом, чтобы знать, что и откуда было извлечено.





Рассухариваем клапаны и вынимаем их из головки, опять же не забывая правильно разложить по кучкам. Делаем это даже в том случае, если собираемся заменить все клапаны на новые.
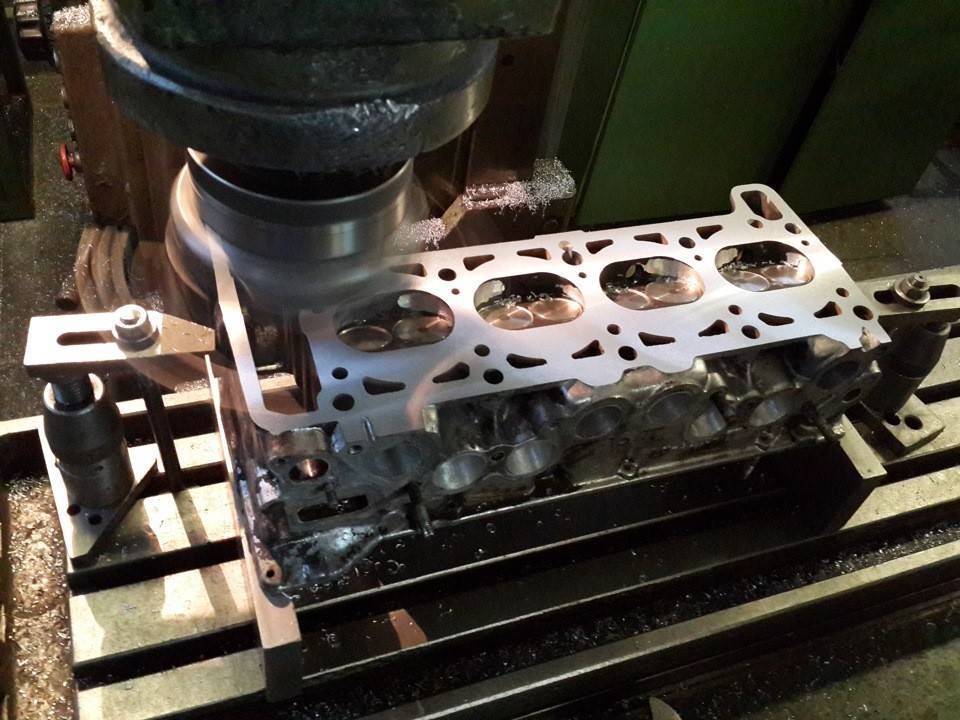
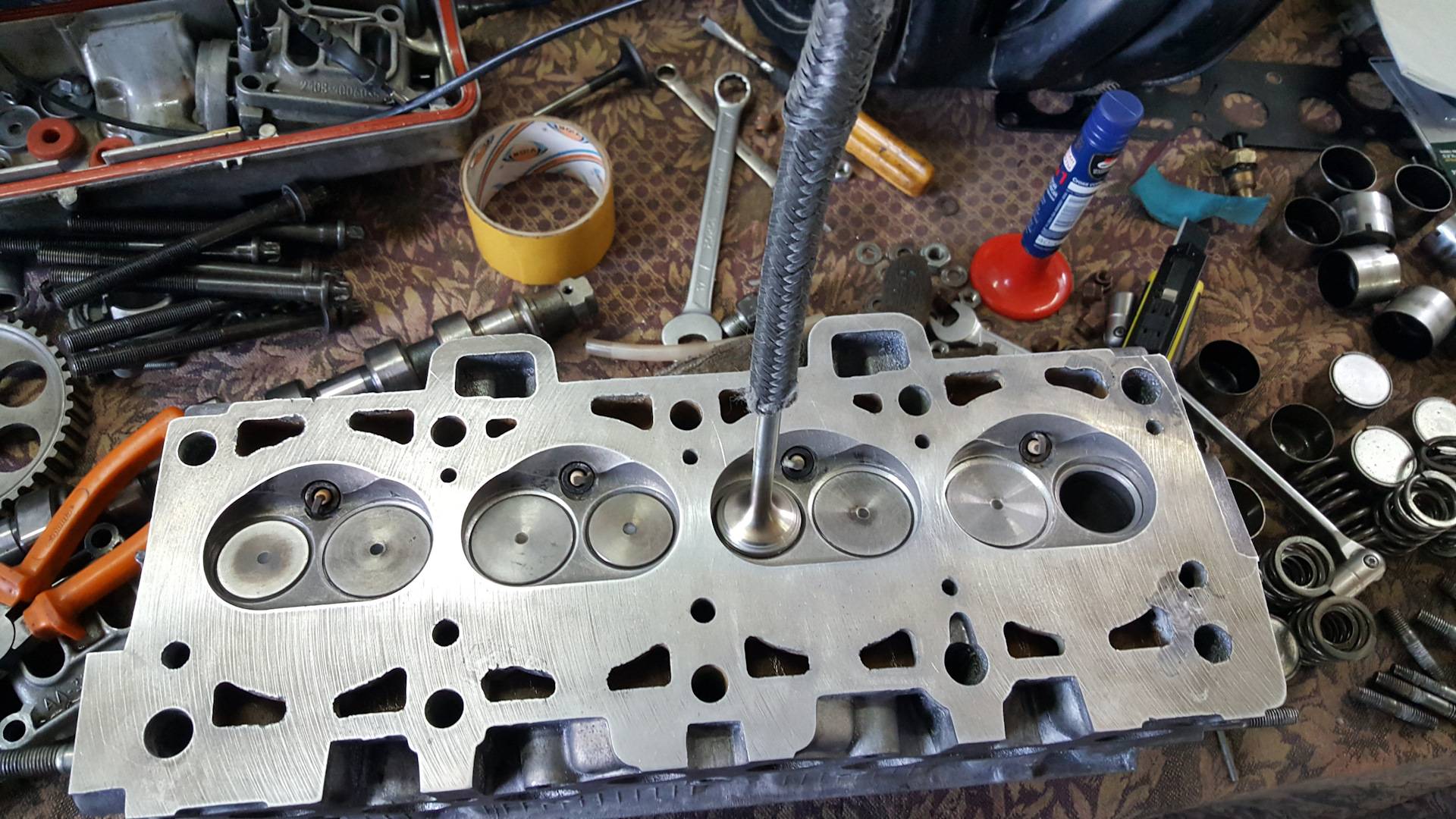
Пришла пора тщательно осмотреть сёдла клапанов. Нужно, чтобы на их рабочей поверхности не было заметно следов выгораний или раковин. Таким образом, если всё в порядке, можно будет ограничиться при замене клапанов только притиркой.
На видео — ремонт ГБЦ:
Притирка должна убрать раковины или мелкие прогары на седле, а если нет, то придётся провести зенковку. Проводя этот процесс, нужно не перестараться, так как, если снять много металла, клапан сильно поднимется вверх относительно остальных деталей.
После замены клапанов следует обязательно провести их регулировку.
Теперь нужно заменить старые втулки на новые. Стараемся выбирать новые втулки по наружному диаметру, который должен быть на пять или семь сотых миллиметра больше, чем старые.
Запрессовку новых втулок проводим на электрической плитке. На это уходит примерно около двух часов. В идеале новая втулка должна зайти до упора двумя-тремя ударами молотка.
Собираем всё в обратной последовательности.
Как видим из статьи, замена головки блока цилиндров — процесс не столь уж и сложный, хотя начальными познаниями в слесарной области всё же нужно обладать. Надеемся, что представленная выше инструкция и полезные советы помогут вам справиться с этим делом без особых проблем. Удачи вам!





