Эволюция гильзовки на этапе производства двигателя
Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
чугун подвержен коррозийным процессам;
низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Понятие гильзы
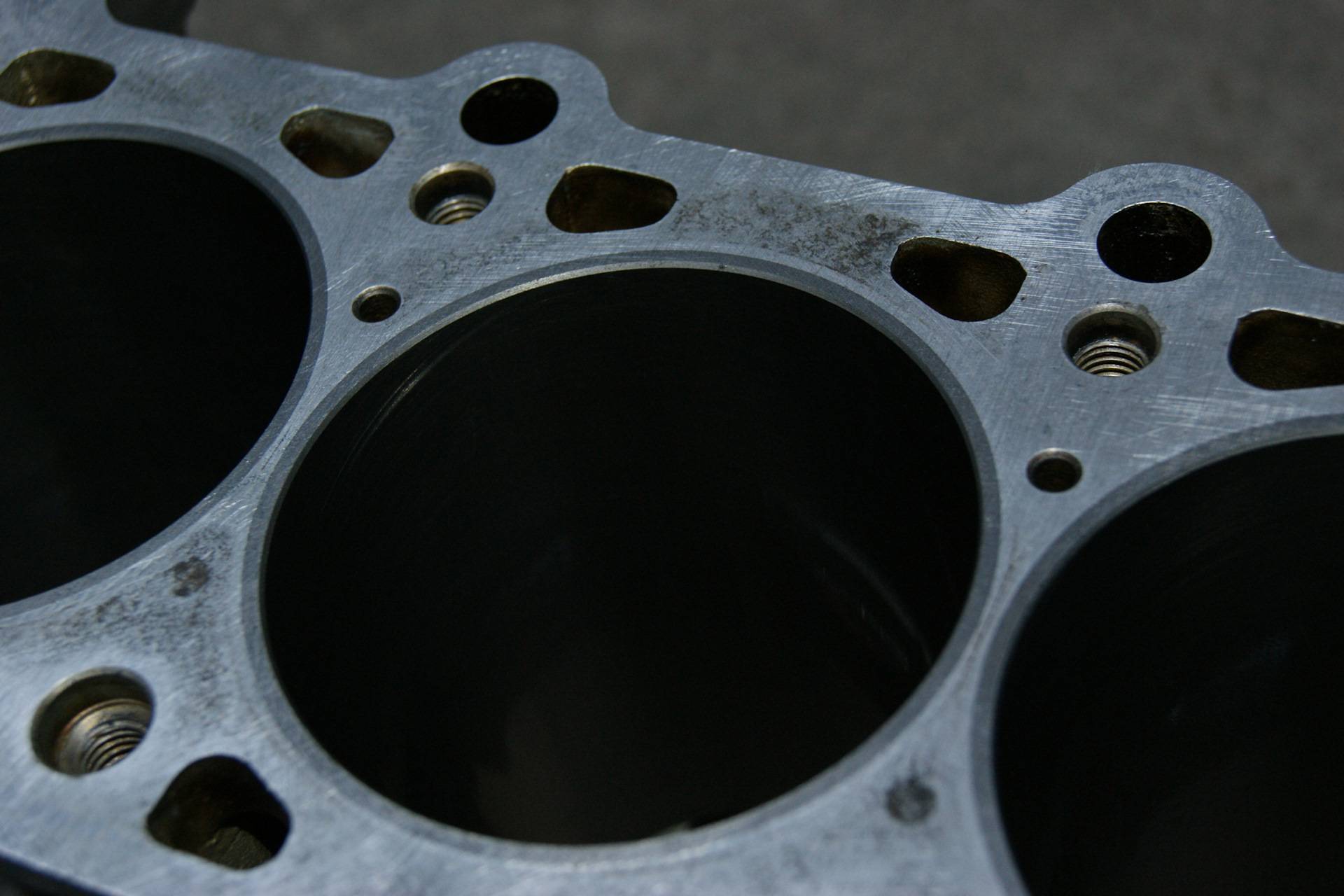
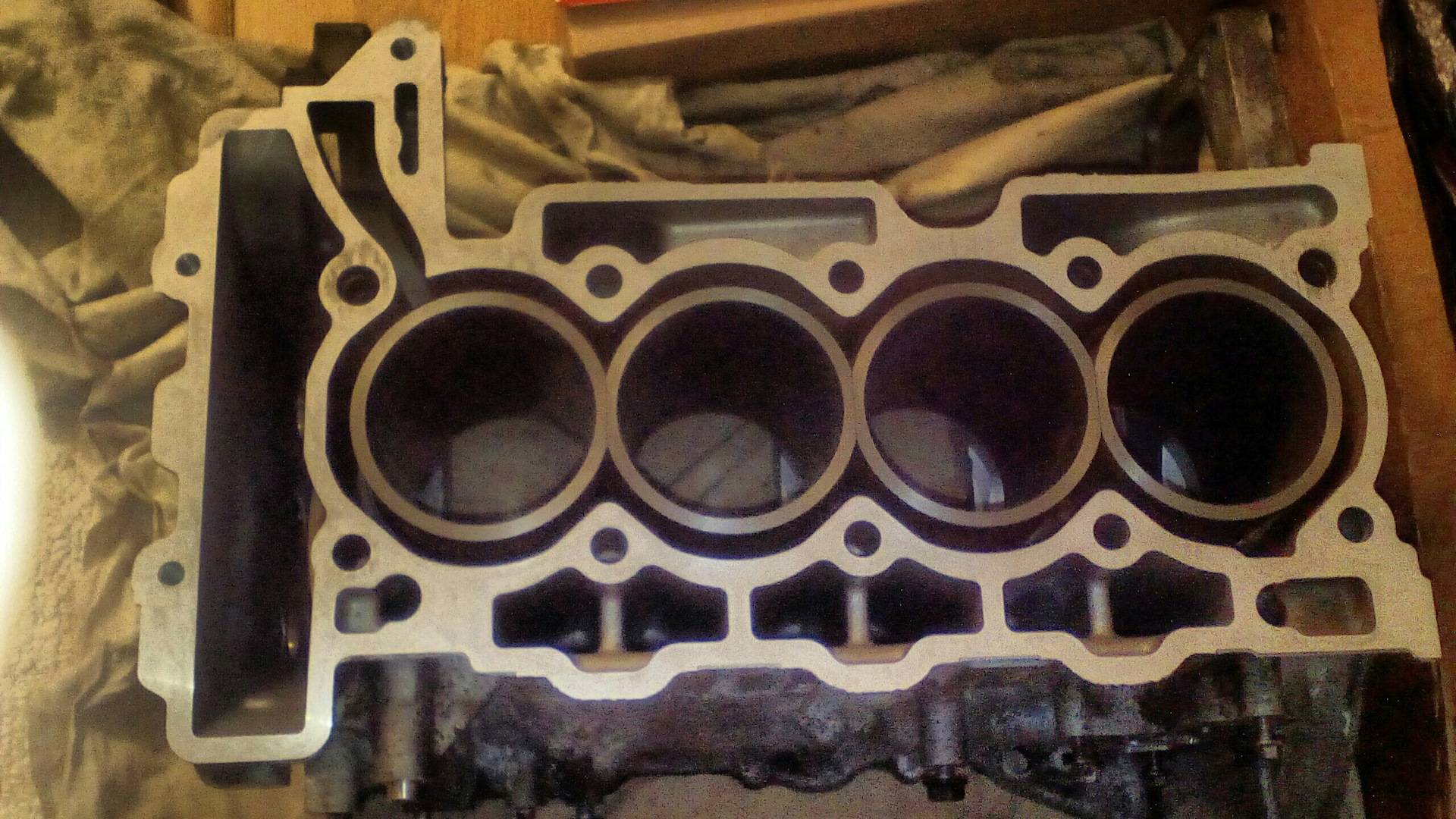
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.

Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия. При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ
То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня
При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
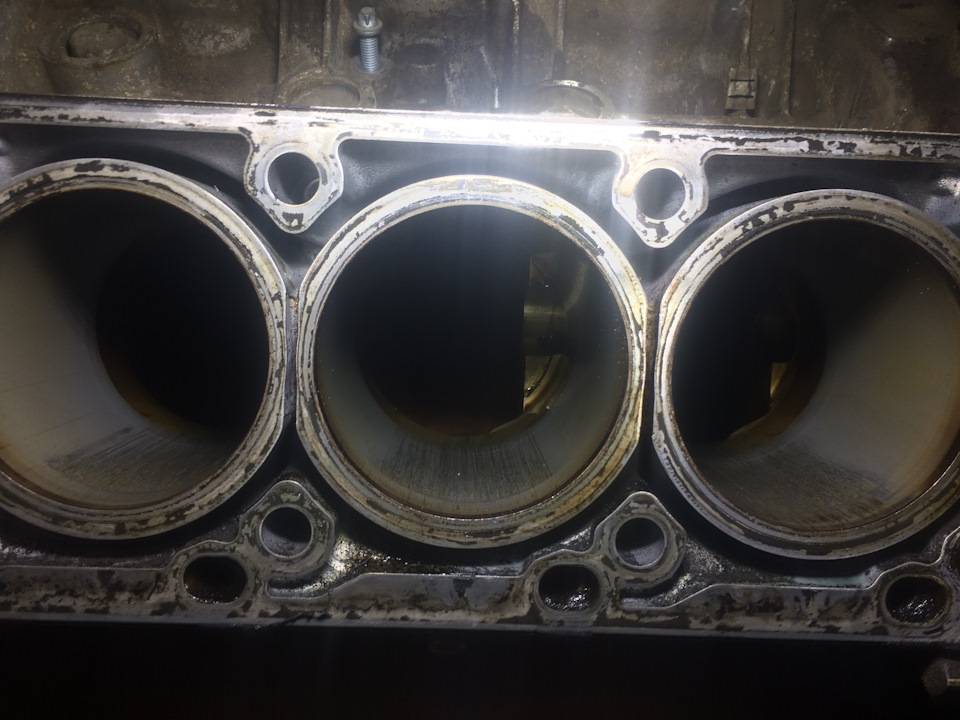
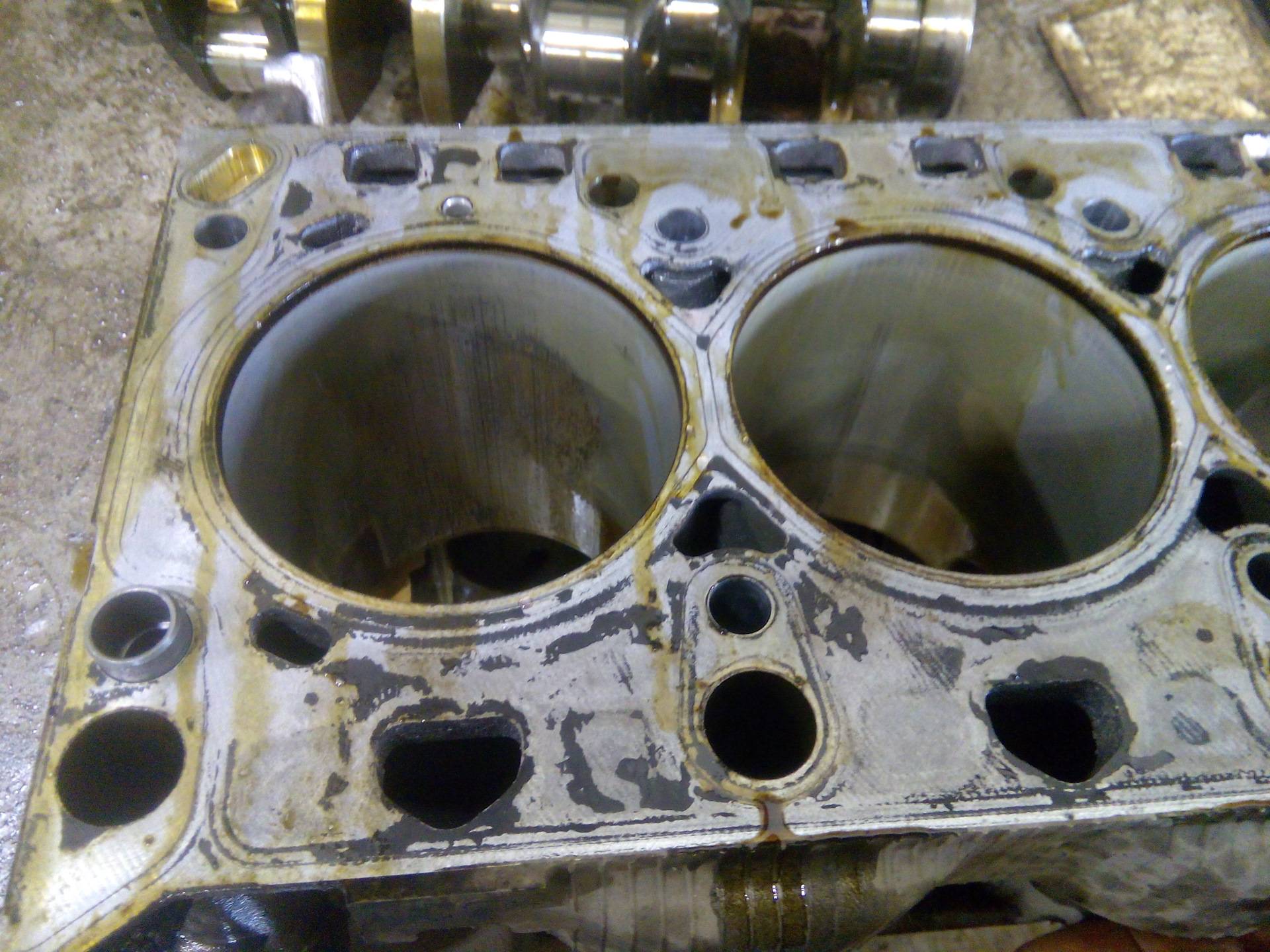
Причины износа стенок цилиндров и возникновения задиров

Основные причины износа стенок:
- Действие поршневых колец и горячих газов;
- Недостаточное количество смазки;
- Некачественный материал сопряженных деталей;
- Естественный износ со временем и пробегом.
Верхняя часть цилиндра является наиболее уязвимым местом, потому что именно там сказывается истирающее действие поршневых колец, высокое давление газов. Во многом степень износа зависит от материала, твердости и гладкости рабочей поверхности.
Детали из легированных чугунов значительно дольше служат и изнашиваются медленнее.
Нагрузка на автомобиль, пробег в крупных городах гораздо выше, следовательно, ремонт и диагностику надо производить чаще. Гильзовка блока цилиндров в Москве является популярной услугой, которая позволяет продлить и улучшить эксплуатацию авто.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается. С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева. Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины. Шов формируется небольшими участками, длиной до 15 см за проход. Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно
При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Гильзовка блока цилиндров
- Главная
- Услуги
- Ремонт блоков цилиндров

Качественно выполняем работы по гильзованию цилиндров блока легковых и грузовых автомобилей. Изготовливаем гильзы диаметром до 230 мм
Все работы выполняются квалифицированными специалистами на современном оборудовании, производится системный контроль работ, что гарантирует высокое качество выполняемых работ.
На все работы предоставляется официальная гарантия.
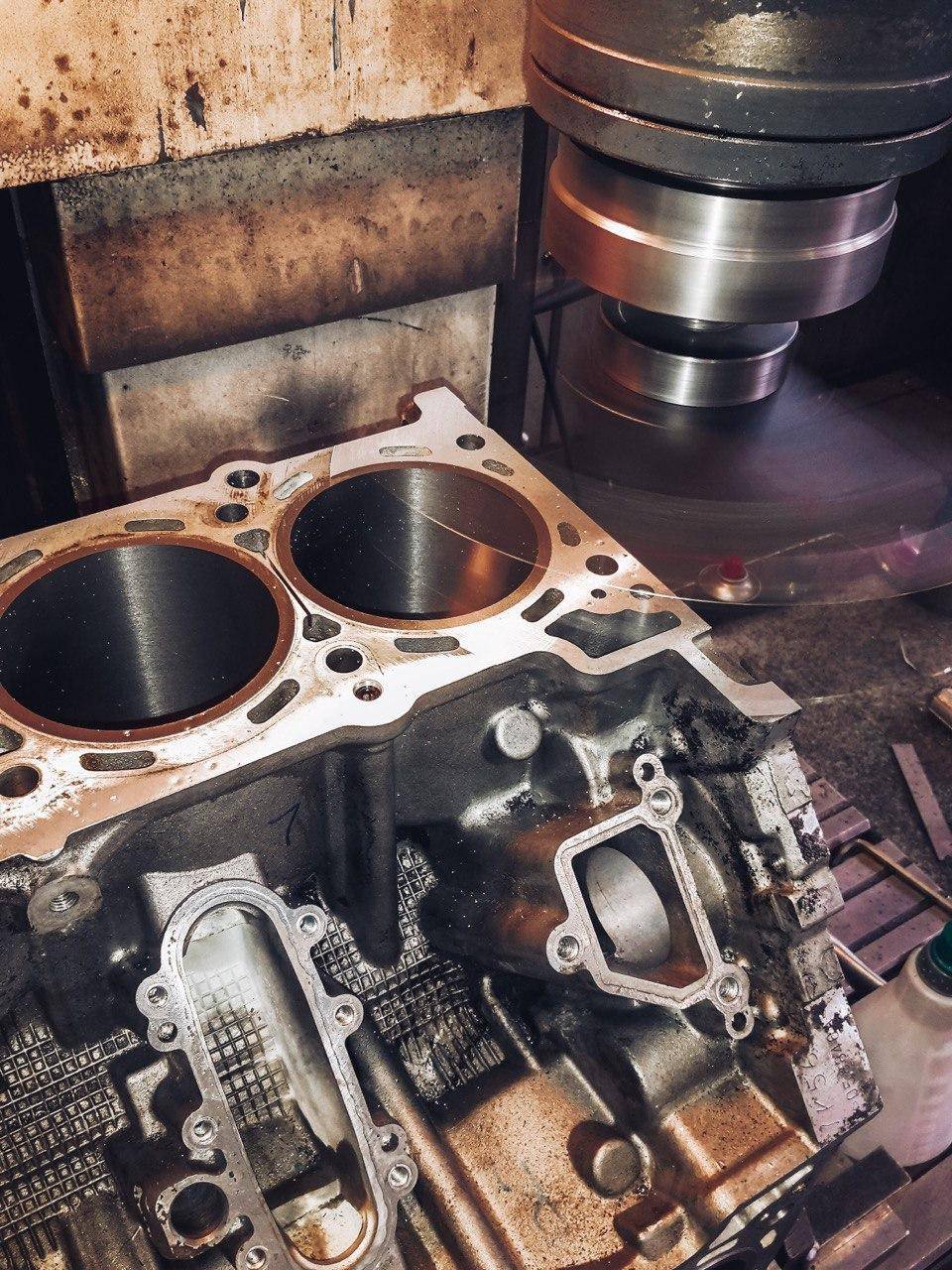
Как выполняется гильзование цилиндра (блока цилиндров)
Установка ремонтных гильз, или гильзовка блока цилиндров является сложной технической операцией, которая может включает в себя в зависимости от уровня износа и типа блока: изготовление гильзы, расточка цилиндров, гильзование и шлифовка привалочной поверхности блока.
Часто гильзование это единственный способ устранения дефектов геометрии и износа цилиндров блока, которая позволяет продлить срок службы двигателя.
От соблюдения правильной геометрии расположения деталей двигателя во многом зависит качество его работы и степень износа, которая при отсутствии своевременного ремонта, будет активно увеличиваться.
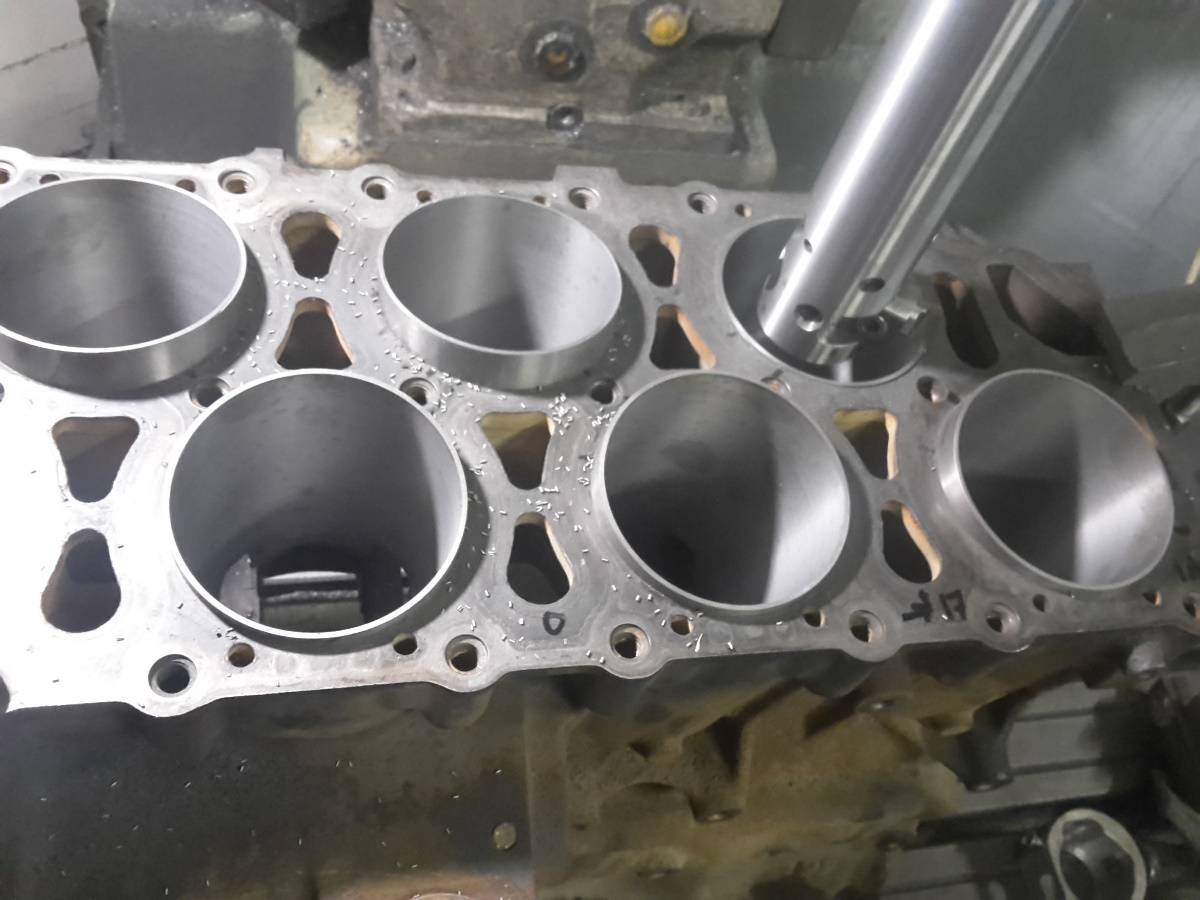
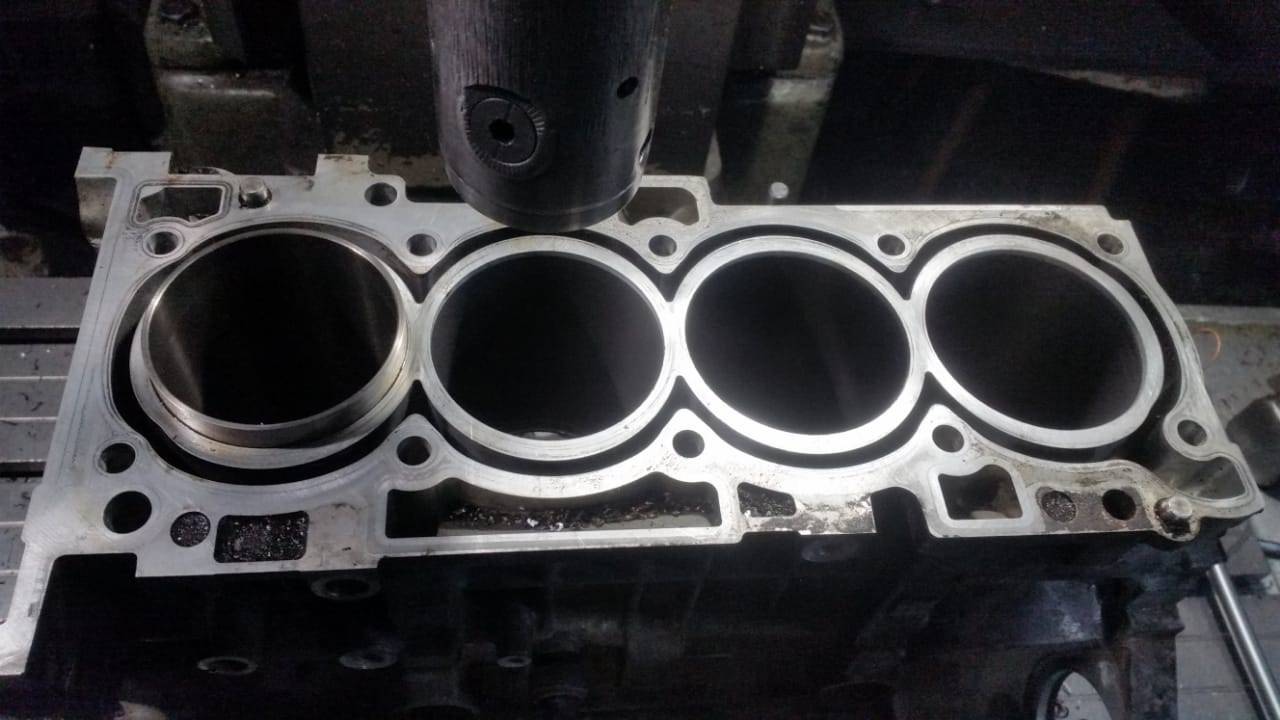
На данном видео показан процесс гильзовки, основная суть в том, что под большим давлением на стенде для прессовки гильзу запрессовывают в цилиндр блока. Гильзу входит не до конца, после оставшуюся часть снимают на шлифовальном станке.

Автосервис Механка предлагает свои услуги по гильзовке блоков цилиндров в Екатеринбурге (любых автомобилей и спецтехники).
Мы моможет решить любые проблемы, связанные с ТО и ремонтом автомобиля, продлить срок его службы и сократить материальные и временные расходы на проведения ремонта.
Стоимость гильзования и хонингования блока цилиндров грузовых автомобилей
Гильзование и хонингование блока цилиндров / цил.: 4000 руб.





Стоимость гильзования и хонингования блока цилиндров легковых автомобилей
Представленная информация носит справочный характер, точная стоимость услуг определяется специалистами сервиса в зависимости от сложности, технических особенностей и стоимости запчастей.
Адреса и телефоны наших сервисов

тел.: +7-904-171-18-23
Гильзовка блока цилиндров двухтактных двигателей, диаметр от 67мм: 1 250 р. / цилиндр
Гильзовка блока цилиндров Ока: 1 800 р. / блок
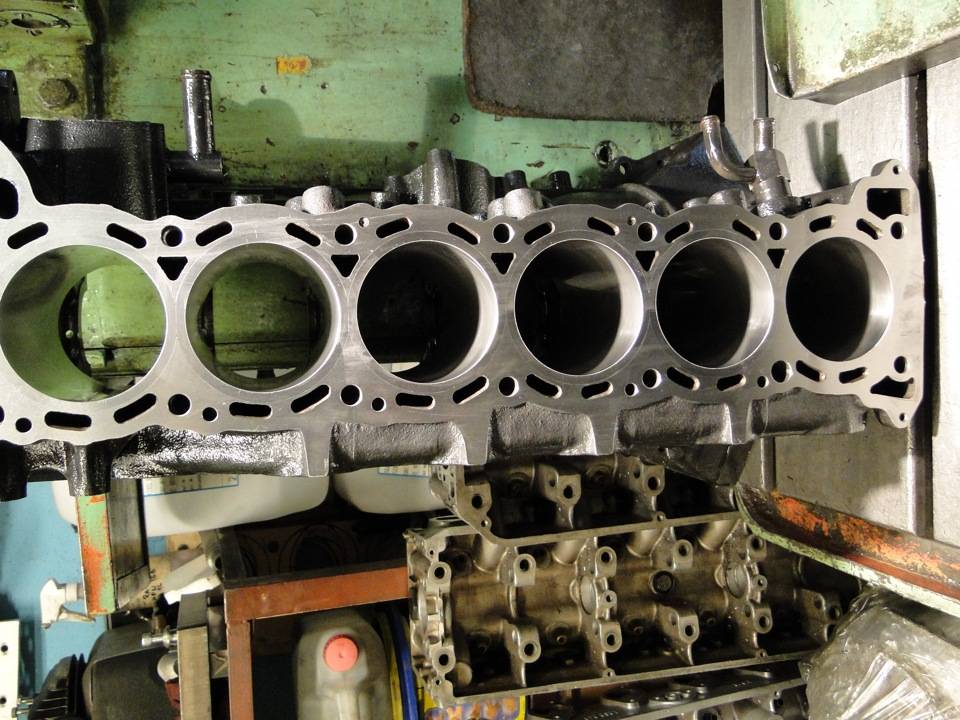
Гильзовка блока цилиндров иностранных двигателей, рядный 6 цилиндра: 2 200 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 5 цилиндра: 2 200 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 4 цилиндра: 2 250 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, рядный 3 цилиндра: 2 300 р. / цилиндр
Расточка и хонингование мокрых гильз: 2 500 р. / гильза
Гильзовка блока цилиндров иностранных двигателей, непараллельные плоскости : 3 000 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, V-образный, 6 цилиндров: 3 000 р. / цилиндр
Гильзовка блока цилиндров иностранных двигателей, V-образный, 8 цилиндра: 3 000 р. / цилиндр
Гильзовка блока цилиндров ВАЗ: 3 000 р. / блок
Изготовление гильз: 3 000 р. / гильза
Гильзовка блока цилиндров ЗМЗ: 6 500 р. / блок
Гильзовка блока цилиндров УАЗ: 6 500 р. / блок
Гильзовка блока цилиндров ТАВРИЯ: 7 000 р. / блок
Гильзовка блока цилиндров иностранных двигателей, рядный 4 цилиндра КАММИНЗ ГАЗЕЛЬ: 12 000 р. / блок
Отправить сообщение или сделать заказ
Заполните поля формы и отправьте сообщение — специалист сервиса свяжется с Вами в ближайшее время. Обязательно укажите свои контактные данные для возможности связаться с вами для предоставления консультации.
Алюминиевый двигатель: плюсы, минусы и особенности
При меньшей температуре алюминий становится как пластилин и получается что никосиловое покрытие как бы вдавливается в него, происходят задиры прилипание поршней к стенкам цилиндров и т.д. все это происходит при максимальных нагрузках при максимальной мощности.
Поэтому применение такой технологии изготовления двигателя из алюминиевых сплавов это скорее шаг назад чем вперед. Правда есть двигателя алюминиевые с чугунными гильзами они имеют больший ресурс чем с никосилом. Если вы собираетесь растачивать такой двс, то это вряд ли получится потому что стенки между цилиндрами очень тонкие и очень термо-нагружены если только гильзовать.
Оставить заявку
Замена «сухих» гильз
В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
с применением термической обработки.
Метод горячей гильзовки считается наиболее качественным. В ходе такой замены втулку обрабатывают антиконденсатным составом, блок нагревают, после чего в гнездо цилиндра помещают гильзу, предварительно охлаждённую в жидком азоте.
Работы по замене гильзы отличаются высокой сложностью ещё и по причине требуемой высокой точности: для качественной диагностики поверхность гильзы замеряется с десятой степенью точности. От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
Источник
Зачем и когда моторы начали гильзовать

Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.
Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Первые попытки по внедрению алюминиевых блоков были проведены еще в 1930-е годы на некоторых спортивных авто. Такие «облегченные» двигатели представляли собой алюминиевый блок, в который вставлялись мокрые чугунные гильзы. Понятие «мокрые» означает, что между гильзой и телом блока находится ОЖ из системы охлаждения.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Дальнейшее развитие технологий привело к тому, что вместо запрессовки гильз блок цилиндров стал отливаться вокруг них. Визуально чугунная гильза стала напоминать вставку, которая вплавлена в алюминий.
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Как устроен и для чего служит кривошипно-шатунный механизм? 7 основных неисправностей, которые могут возникнуть в его работе
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.







Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Зачем и когда моторы начали гильзовать
Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.
Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Первые попытки по внедрению алюминиевых блоков были проведены еще в 1930-е годы на некоторых спортивных авто. Такие «облегченные» двигатели представляли собой алюминиевый блок, в который вставлялись мокрые чугунные гильзы. Понятие «мокрые» означает, что между гильзой и телом блока находится ОЖ из системы охлаждения.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Дальнейшее развитие технологий привело к тому, что вместо запрессовки гильз блок цилиндров стал отливаться вокруг них. Визуально чугунная гильза стала напоминать вставку, которая вплавлена в алюминий.
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.
Особенности производства гильз
Все гильзы цилиндров для двигателей жидкостного охлаждения производятся методом центробежного литья. Благодаря этому обеспечивается наиболее качественная структура материала, удаляются тяжелые примеси. Механические свойства металла равномерно распределяются по всему объему детали. Для повышения механических свойств
в процессе изготовления гильзы проходят специальную термическую обработку.Для обеспечения высокой износостойкости и придания антикоррозионных свойств поверхность гильзы фосфатируется.Для производства гильз используются различные виды специального серого чугуна с легирующими добавками: Mn (марганец), Ni (никель), Cu (медь), Si (кремний), Cr (хром), Mo (молибден) и др. Благодаря им обеспечиваются необходимые физические и механические свойства.
Применяемые легирующие элементы
СrХром
Увеличивает твердость, прочность и износостойкость.
MoМолибден
Повышает твердость, не ухудшая обрабатываемость. Улучшает износостойкость.
NiНикель
Улучшает обрабатываемость чугуна.Улучшает механические свойства и повышает износостойкость чугуна. Никель обеспечивает равномерную твердость материала по всему объему отливки.
CuМедь
Медь по свойствам аналогична никелю. Чугуны с преобладанием меди обладают высокой твердостью, необходимой вязкостью и хорошей обрабатываемостью.
VВанадий
Придает чугуну мелкозернистую структуру, упрочняя его металлическую основу. Увеличивает общую прочность чугуна, не делая его хрупким.
TiТитан
Улучшает структуру и механические свойства отливки, способствуя повышению прочности металлической основы чугуна. Являясь хорошим раскислителем, титан обеспечивает получение чугуна, свободного от газовых раковин и вредных примесей.
РФосфор
Улучшает текучесть чугуна, обеспечивая равномерность структуры отливки. Уменьшает усадку отливки при остывании.Способствует увеличению твердости.
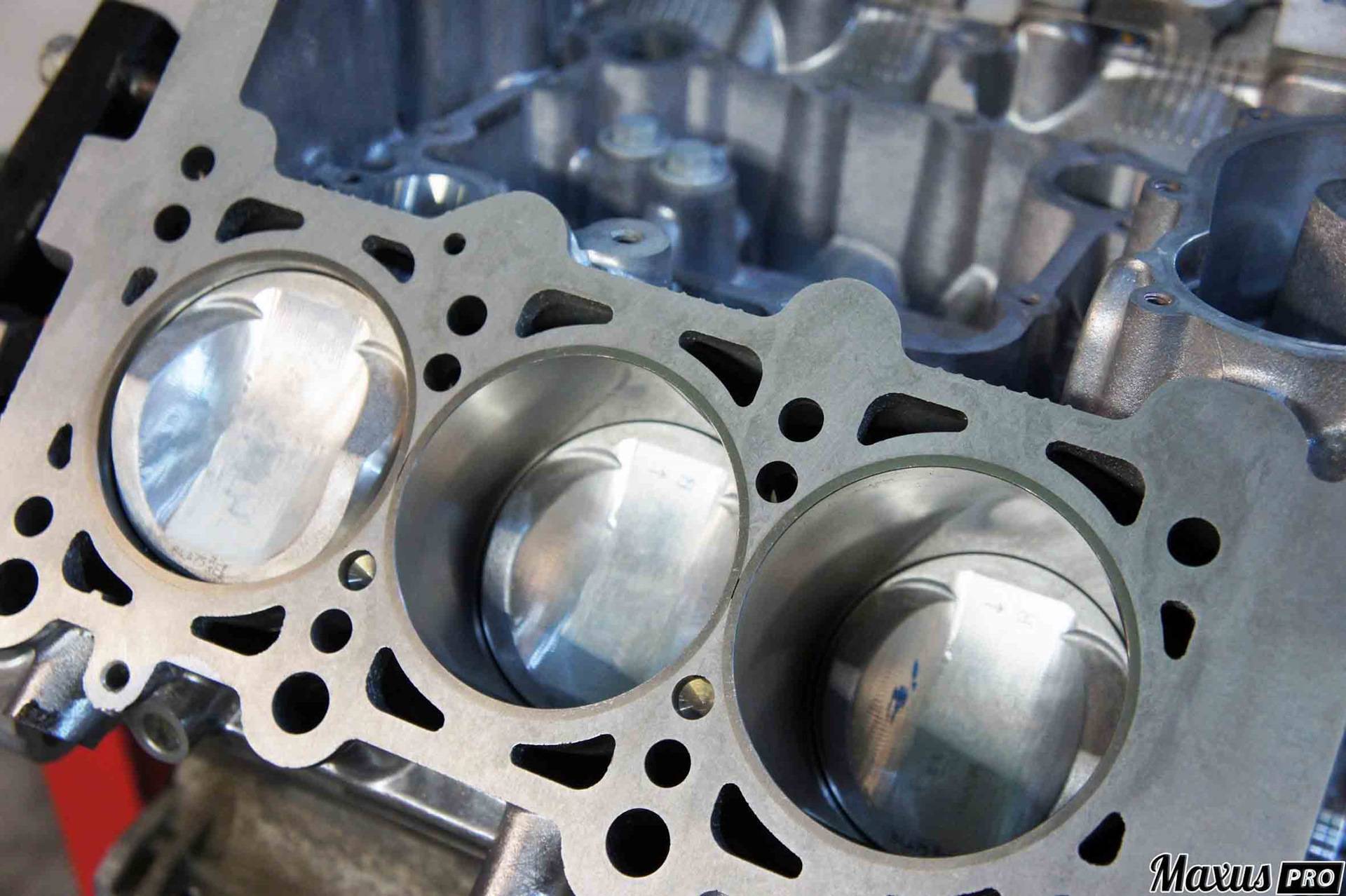
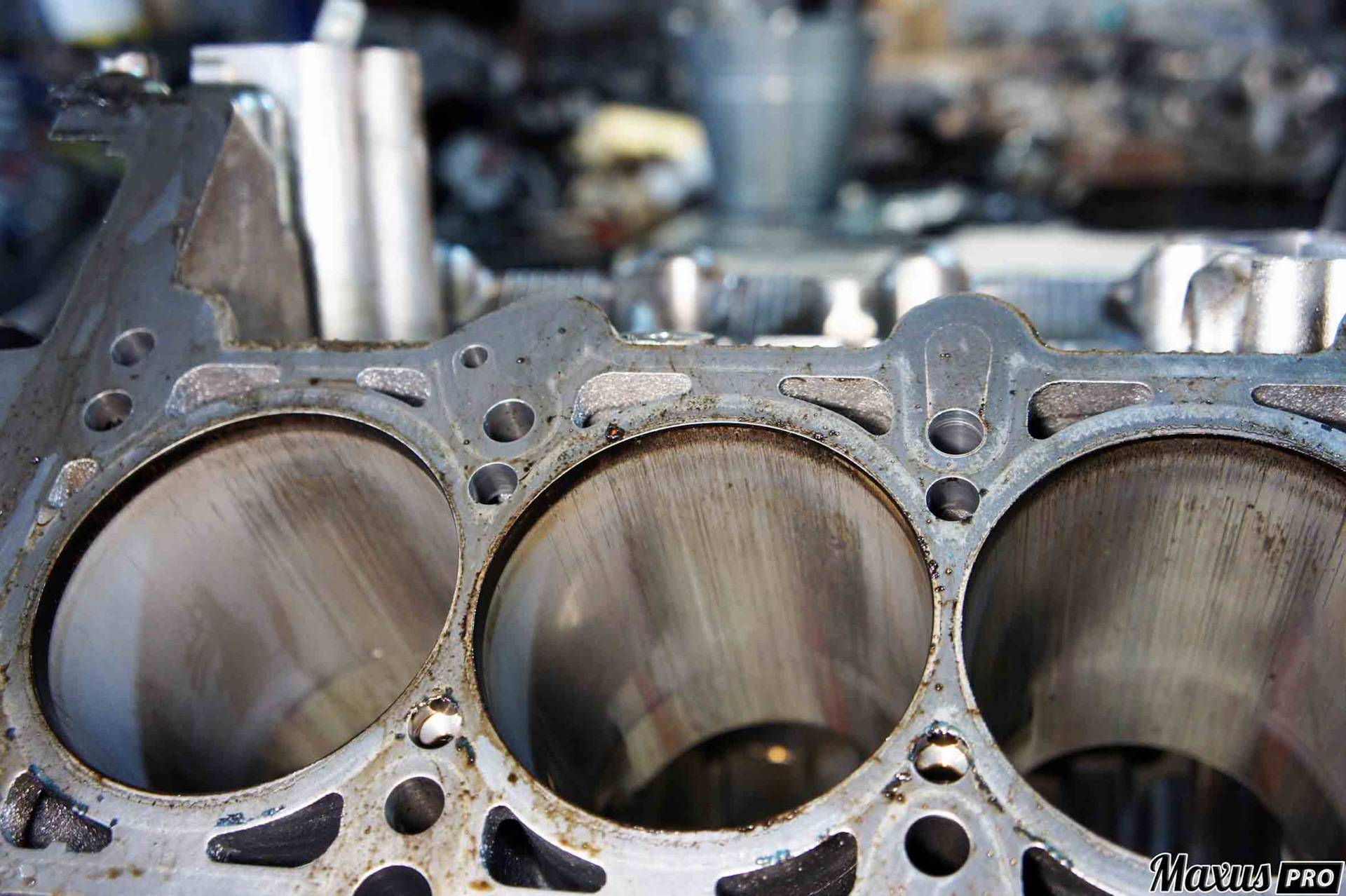
Плосковершинное хонингование (ПВХ)
представляет собой чередование поверхностей с низкой шероховатостью (плато) и глубоких впадин (рисок). Плато обеспечивает компрессию, а риски способствуют оптимальному удержанию масла. При ПВХ цилиндры мотора и поршневые кольца быстрее прирабатываются. Результат — меньший износ двигателя и стабильность его работы.
Плосковершинное хонингование
Традиционное хонингование
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа. Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный дым из выхлопной трубы. Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Проверяется компрессия специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.
Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Делаем гильзовку блока цилиндров своими руками
Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали. Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование – процесс достаточно сложный и требует опыта и специальных знаний. Поэтому собственными руками мы можем снять и установить ГБЦ или блок цилиндров. А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге. Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту. сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.
Требования к гильзам
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение. К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем. Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную. Заменить детали сухого типа сложнее, их замену выполняют специалисты с применением специального оборудования.




Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз. Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые. После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота. Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Видео “Замена гильз цилиндров в двигателе”
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
Сдать лом алюминия выгодно
Располагая тем или иным объемом алюминиевого металлолома, вы можете найти множество компаний, ведущих скупку этого цветмета. Часть из них специализируется на больших объемах и нацелена на работу с предприятиями, другие предлагают свои услуги частным лицам. При этом разброс цен у разных пунктов приема может существенно отличаться.
Узнать сколько стоит лом алюминий за 1 кг быстро и удобно можно в прайс-листе сайта . Мы предоставляем актуальную ценовую информацию, основанную на реальном положении рынка цветных металлов, и наш прайс является одним из наиболее выгодных для тех, кто желает продать лом.
Пункты приема расположены в удобных для подъезда местах в разных районах города и московской области, но если речь идет о больших объемах вторсырья, мы предоставим транспорт и специалистов для демонтажа и вывоза.
Компания нацелена на длительное партнерство, поэтому самые выгодные предложения получают компании, сдающие лом на регулярной и постоянной основе. Но и частным клиентам, которые желают сдать алюминий в наших пунктах металлоприема, мы предлагаем честную и выгодную цену. Наши преимущества:
- широкая сеть пунктов приема;
- единые выгодные цены во всех точках металлоприема компании;
- продуманный график работы;
- оперативное и вежливое обслуживание;
- услуги демонтажа; собственный автопарк для погрузки и вывоза металла;
- профессионализм сотрудников;
Деятельность лицензирована, все работы осуществляются в рамках правовых норм и законов в данной сфере. — ваш надежный партнер на пути к процветанию.
также можете написать нам на почту или оставить заявку на сайте.
Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.

Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон.

Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.

Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия.

Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.

Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.

При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.

Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.

От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.

Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.