Сборка и регулировка рулевого механизма
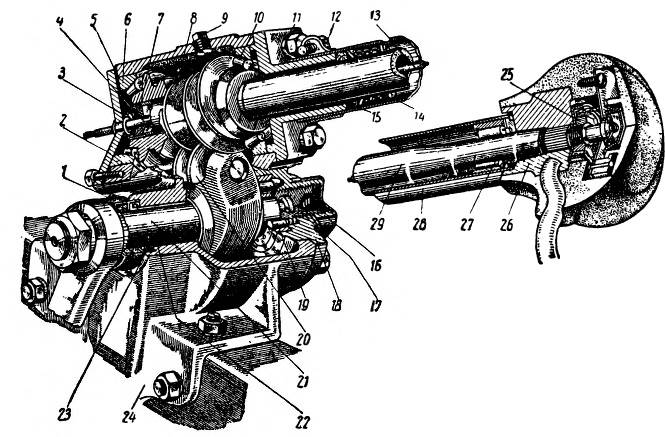
При сборке рулевого механизма с двойным роликом автомобиля ГАЗ-51 выполняют следующие операции:
- Запрессовывают в картер бронзовую втулку 22 с натягом 0,04—0,10 мм и развертывают ее разверткой под размер шейки вала рулевой сошки с расчетом получения зазора 0,025—0,1 мм.
- Устанавливают наружное кольцо верхнего роликового подшипника 10 в картер с зазором 0,01—0,07 мм.
- В верхний конец рулевой колонки устанавливают роликовый цилиндрический подшипник 27, а в нижний — пружину 14 с сальником 15; надевают колонку на шейку верхней крышки 11 картера и закрепляют ее стяжным хомутом 12.
- Снизу картера рулевого механизма вставляют рулевой вал с червяком 8 и двумя роликовыми коническими подшипниками, ставят наружное кольцо 6 нижнего подшипника и привертывают нижнюю крышку 2 с регулировочными прокладками 5 толщиной 0,12 мм (пергаментные) и 0,25 мм (картонные).
- На шлицы рулевого вала надевают рулевое колесо и закрепляют гайкой 25.
- Проверяют затяжку подшипников червяка. При правильной затяжке усилие, приложенное по касательной к окружности рулевого колеса, необходимое для поворота рулевого вала, должно равняться 0,3—0,5 кг. При отсутствии динамометра затяжку проверяют вращением вала, который должен легко вращаться и не иметь заметного осевого зазора.
- В боковую крышку 18 запрессовывают роликовый цилиндрический подшипник 19 и ввертывают регулировочный винт 17 вала рулевой сошки 21.
- Соединяют вал рулевой сошки (в сборе с роликом) с регулировочным винтом, устанавливают вал в картер и привертывают боковую крышку 18 с уплотняющей прокладкой.
- Устанавливают на конец вала сошки сальник 23, уплотняющее войлочное кольцо 1 в обойме, сошку и закрепляют ее гайкой.
- Производят регулировку зацепления ролика с червяком, для чего червяк ставят в положение, при котором ролик будет находиться посредине червяка (движение автомобиля по прямой).
В этом положении перемещают сошку в плоскости ее качания при работе и измеряют величину перемещения конца сошки.
Если это перемещение более 0,8 мм, то регулировку зацепления следует производить винтом боковой крышки. После окончания регулировки проверяют легкость вращения рулевого вала, который должен повертываться от усилия 1,6—2,2 кг, приложенного по касательной окружности рулевого колеса, затем устанавливают на регулировочный винт стопорную шайбу и завертывают контргайку винта.
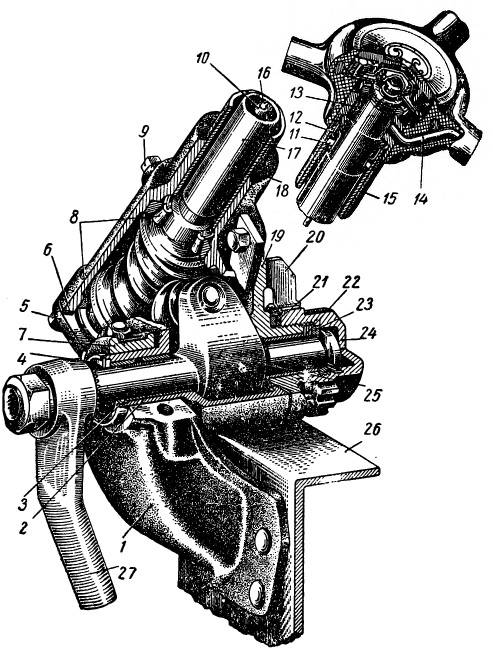
При сборке рулевого механизма с тройным роликом автомобиля ЗИС-150 выполняют следующие операции:
- Запрессовывают в картер рулевого механизма и в боковую крышку бронзовые втулки и развертывают их разверткой. Со стороны сошки в картер устанавливают пробковый сальник 3 и шайбу сальника 4, которую в трех местах отгибают.
- Устанавливают в картер наружное кольцо верхнего роликоподшипника, вставляют рулевой вал с червяком и подшипниками 8, наружное кольцо нижнего роликоподшипника и привертывают крышку 5 со стальными регулировочными прокладками 6.
- Сверху в рулевую колонку устанавливают сальник 11, шарикоподшипник 12, пружину, вставляют шпонку 13 в рулевой вал, надевают рулевое колесо и закрепляют его гайкой.
- Регулируют затяжку подшипников червяка прокладками нижней крышки так, чтобы усилие для поворота вала, приложенное по касательной к окружности рулевого колеса, составляло 0,3—0,8 кг по динамометру.
- Вставляют в картер вал рулевой сошки 25 в сборе с трехрядным роликом и привертывают боковую крышку 19 с уплотняющей прокладкой. На крышку устанавливают резиновые уплотняющие кольца 21.
- Надевают на вал сошки регулировочные стальные кольца и упорную бронзовую шайбу. Завинчивают до отказа фасонную гайку, надевают рулевую сошку и проверяют правильность зацепления ролика с червяком. Для этого червяк и ролик устанавливают в среднее положение (движение автомобиля по прямой) и проверяют величину движения конца сошки (нормально должно быть не более 0,8 мм). При этом усилие для поворота вала, приложенное по касательной к окружности рулевого колеса, должно равняться 2,5 кг.
- После регулировки зацепления фасонную гайку закрепляют стопорной пластиной.
Ремонт деталей рулевого привода
В рулевом приводе наибольшему износу подвергаются шаровые пальцы (рулевой сошки и поворотных рычагов) и вкладыши шаровых пальцев. Кроме того, иногда разрабатываются отверстия на концах тяг, срывается резьба, ослабляются или ломаются пружины и гнутся тяги. Ослабевшие или сломанные пружины и изношенные вкладыши шаровых пальцев заменяют новыми. Разработанные отверстия на концах рулевых тяг заваривают и обрабатывают слесарными инструментами.







Погнутую рулевую тягу можно выправить в холодном состоянии или с местным нагревом до температуры 800°. В том и другом случае перед правкой тяги заполняют сухим мелким песком.
Изношенные шаровые пальцы ремонтируют двумя способами:
- На изношенную поверхность сваркой наплавляют слой металла. После этого поверхность обрабатывают на станке под требуемый размер. Вследствие трудоемкости и сложности процесса этот способ применяют очень редко.
- Шаровой палец нагревают до температуры 1000—1100°, устанавливают в специальную матрицу и ударами через боек производят раздачу пальца. Затем палец подвергают механической и термической обработке, предусмотренной при изготовлении пальца.
Ремонт деталей рулевого механизма
Износ червяка и ролика в известных пределах компенсируется соответствующей регулировкой. При большом износе эти детали заменяют одновременно.
Изношенные опорные шейки вала сошки восстанавливают хромированием до номинального размера или шлифуют под ремонтный размер бронзовых втулок, устанавливаемых в картере. Смятую или сорванную резьбу на конце вала сошки полностью удаляют резцом, затем наплавляют сваркой металл (наплавку ведут отводя тепло от зоны сварки), протачивают под требуемый размер и нарезают новую резьбу.







Смятые и забитые шлицы на конце вала сошки исправляют трехгранным напильником. Резьбовые отверстия картера, имеющие повреждения, заваривают и просверливают, а затем в них нарезают новую резьбу.
Изношенные места посадки подшипников в картере рулевого механизма растачивают и запрессовывают в них стальные кольца под размер подшипников.