Что такое поршень?
Можно даже сказать, что это основа всей системы. Именно с его помощью создается давление в цилиндрах, а при взрыве топливовоздушной смеси он смещается в нижнее положение и приводит в движение коленчатый вал. Изготавливаются поршни из сплавов на основе алюминия. В верхней части имеются канавки для колец – компрессионных и маслосъемного. Назначение их понятно из названий: первые необходимы для создания давления, а вторые – для снятия масляной пленки с внутренней поверхности цилиндра. Именно с их помощью цилиндро-поршневая группа нормально функционирует.

Примерно в середине, чуть ниже колец, находится палец, с помощью которого производится установка поршня на шатун. В некоторых автомобилях в целях безопасности двигателя во время обрыва ремня ГРМ применяются поршни, в верхней части которых, обращенной в сторону клапанов, сделаны выемки. При разрыве ремня коленчатый вал продолжает перемещать все поршни, а клапаны падают в нижнее положение. Результат – сильнейшие удары тарелок клапанов о поверхность поршней. Выемки позволяют избежать этого.
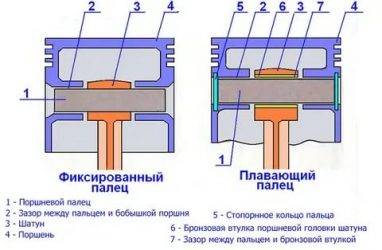
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Как подобрать поршневые кольца
Подбор поршневых колец означает, что размеры поршневых колец в обязательном порядке должны соответствовать как размерам поршней, так и размерам цилиндров. Добавим, что производить подбор поршневых колец по размеру немного легче сравнительно с подбором самих поршней. Так происходит благодаря тому, что ремонтные поршневые компрессионные и маслосъемные кольца для различных моделей двигателей в большей или меньшей степени сегодня являются взаимозаменяемыми. Это означает, что можно приобрести как оригинальные поршневые кольца, так и подобрать детали стороннего производителя.
Подбор колец по размерам
Подбирать кольца необходимо с учетом следующих базовых параметров:
- высота поршневого кольца;
- диаметр поршневого кольца;
Любой качественный аналог, который имеет необходимые размеры, зачастую становится без всяких проблем. Для полной уверенности необходимо также учитывать радиальную ширину поршневых колец, а точнее соответствие данной ширины канавкам поршня. Другими словами, глубина канавок в отдельных случаях может оказаться недостаточной.
Что касается компрессионных колец, такие кольца конструктивно схожи, зачастую имеют одинаковую или практически одинаковую радиальную ширину, так что проблем после установки правильно подобранных по размеру колец из этой группы обычно не возникает. Подбор маслосъемных колец, напротив, требует повышенного внимания как к самой конструкции кольца (коробчатые, наборные маслосъемные кольца), так и дополнительного уточнения их радиальной ширины по специальным каталогам изготовителя колец.
Хотелось бы добавить, что подбирать поршневые кольца для дизельных двигателей сложнее. Компрессионные кольца для дизелей имеют молибденовое покрытие, а также отличаются трапецеидальным профилем, который дополнительно может иметь разные углы. Маслосъемные кольца в дизелях обычно коробчатые, но и данный факт необходимо проверять по каталогам, так как встречаются случаи установки на дизельный двигатель наборных колец.
Обратите внимание, что ставить на дизель поршневые кольца от бензинового двигателя крайне не рекомендуется. Одновременно с этим в отдельных случаях допускается вариант установки поршневых колец с дизеля на бензиновый мотор
Какие поршневые кольца лучше
Помимо выбора из доступных номинальных и ремонтных размеров колец потребуется также отдельно подобрать материал изготовления. Вполне справедливо утверждение, что поршневые кольца для маломощного низкооборотистого двигателя, который был разработан 10-15 лет назад (даже при учете их полного соответствия по размерам), смогут нормально и долговременно функционировать в высокофорсированном силовом агрегате с турбонаддувом.
Дело в том, что материалы, нанесенное покрытие и допуски по геометрии колец вполне могут отличаться
На указанные факторы в процессе подбора следует обращать пристальное внимание, особенно в случае отсутствия точных данных в каталогах изготовителя. Также следует добавить, что кольца для новых двигателей обычно хорошо работают в старых ДВС, но не наоборот
Достаточно качественными принято считать чугунные поршневые кольца. Такие детали выполнены из высокопрочного чугуна, который обладает улучшенными свойствами и активно противостоит износу. Маслосъемные кольца бывают хромированными, а также без покрытия хромом. Также в продаже представлены стальные кольца, дополнительно оборудованные пружинным элементом.
Хромированные кольца обычно устанавливаются на моторы с высокой степенью сжатия, что предполагает более серьезные нагрузки на ДВС и ЦПГ. Гражданские автомобили иностранного производства зачастую имеют поршневые маслосъемные кольца из нержавеющей стали. Такие кольца отличаются большим сроком службы, низким весом и приемлемой стоимостью.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.









Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
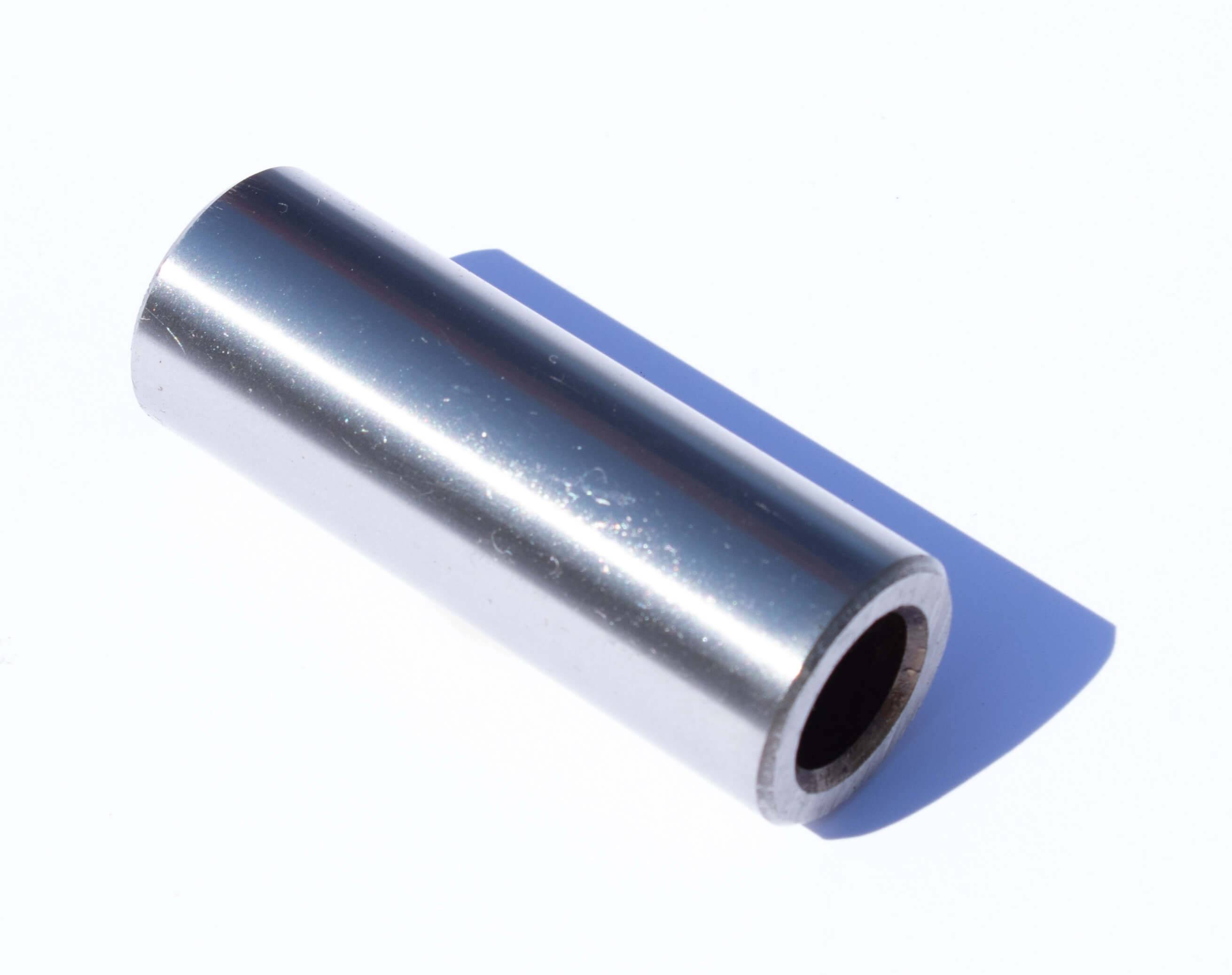
Поршневой палец — плавающий тип
Поршневой палец плавающего типа удерживается в бобышках поршня распорными пружинами.
Поршневой палец плавающего типа изготовлен из стали и для облегчения высверлен. От осевого смещения он стопорится двумя пружинными кольцами.
Поршневой палец плавающего типа, полый, изготовлен из легированной стали. Его осевое перемещение ограничивается внутренним поясом юбки поршня. Палец установлен в двух стальных втулках с заливкой из свинцовистой бронзы, закрепленных в бобышках вставки винтами.
Поршневой палец плавающего типа, удерживается в бобышках двумя алюминиевыми заглушками.
Поршневой палец плавающего типа, трубчатый, изготовлен из цементируемой стали, от боковых перемещений удерживается пружинными стопорными кольцами, вставленными в заточки бобышек поршня. Смазка пальца осуществляется брызгами масла, проникающими во внутреннюю полость цилиндра из кривошипной камеры. Капли масла стекают в отверстие к головке шатуна, через которое попадают на поверхность пальца.
Поршневой палец плавающего типа имеет форму пустотелого цилиндра. Пальцы изготовляются из стали и подвергаются закалке токами высокой частоты. От продольного перемещения палец удерживается двумя пружинными стопорными кольцами.
Поршневой палец плавающего типа стальной, цементированный, полый.
Поршневой палец плавающего типа стальной цементированный полый.
Зазор между поршневым пальцем плавающего типа и отверстиями в бобышках поршня устанавливается 0 025 — 0 045 мм; при эксплуатации допускается до 0 075 мм. Зазор между поршневым пальцем и верхней головкой шатуна устанавливается 0 03 — 0 05 мм, при эксплуатации допускается до 0 3 мм.
Сочленение шатуна с поршнем осуществляется при помощи поршневого пальца плавающего типа с бронзовой втулкой. Нижняя головка шатуна разъемная. Вкладыши бронзовые, тонкостенные, состоят из двух половин, залитых баббитом.
Поршень имеет два уплотнительных и два маслосъемных кольца, а также поршневой палец плавающего типа.
Поршень — чугунный с четырьмя компрессионными и одним маслосъемным кольцами; при помощи поршневого пальца плавающего типа соединяется с верхней головкой шатуна.
Поршень отливается из алюминиевого сплава. Поршневой палец плавающего типа от осевого смещения предохраняется стопорными кольцами. На головке поршня расположены четыре поршневых кольца — три компрессионных и одно маслоейемное. Наружные боковые поверхности второго и третьего колец обработаны с очень небольшой конусностью; кольца устанавливаются большим основанием конуса вниз. Маслосъемное кольцо комбинированное и изготовляется в двух вариантах: тройным, составленным из двух чугунных колец скребкового типа и сталь — ного кольца между ними, и двойным с расширителем. На чугунных кольцах трущаяся поверхность хромирована.
На днище поршня сделана сферическая выемка, которая расположена у выходного отверстия канала камеры сгорания симметрично относительно ее оси. Поршневой палец плавающего типа предохраняется от осевого перемещения пружинными проволочными кольцами.
В бобышки поршня запрессованы бронзовые втулки — подшипники поршневого пальца. Поршневой палец плавающего типа зафиксирован в осевом направлении двумя дюралюминиевыми заглушками. С одной стороны заглушка имеет вид цилиндра и входит во внутреннюю расточку пальца, а с другой — сферическую поверхность, которая скользит по поверхности гильзы цилиндра.
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)

Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.

С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.









Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.

Установка поршня в двигатель
Для этой манипуляции необходимо выполнить подбор детали. Купить рекомендуется оригинал или приближенный к нему узел, который будет соответствовать размерным и иным показателям. Ремонт выполняют:
- Приобретением и сменой только блока цилиндров вместе с кривошипно-шатунным механизмом.
- Полной заменой двигателя внутреннего сгорания. Этот вариант является более затратным, но гарантирует точное соответствие всех деталей и их слаженную работу в дальнейшем. Особенно в том случае, если приобретен оригинал завода производителя.
Если выполняется установка только нового узла, то выполняют следующие действия:
Сливают остатки масла. Демонтируют головку вместе с прокладкой.
Снимают нагар с верхней части гильзы. Вытаскивают поршень. Определяют причину сбоев.
Замеряют диаметр
Это важно выполнить тщательно, чтобы верно подобрать габарит.
Снимают поддон и спускают остатки масла.
Осматривают дно на отсутствие обломков и металлических сломанных частей.
Масляную пленку анализируют на просвет. Если в ней наблюдаются искринки, это указывает на износ вкладышей.
Основную часть вытаскивают вместе с кольцами и шатуном
При наличии на нем задиров, трещин, посинения в области юбки и прочих дефектах, его меняют на новый. Чаще всего это происходит вместе с бронзовой втулки с головки, шатуном и пальцем, так как эти детали работают вместе.
Чтобы обеспечить корректное функционирование автомобиля, за этой услугой лучше обратиться к мастерам. И, хотя цена ремонта в этом случае существенно увеличивается, но зато обеспечивает бесперебойность и гарантию.
Как выбрать новые поршни при покупке?
На отечественном рынке представлен большой ассортимент данной продукции. Обычно затрудняются выбрать между технологией изготовления поршней — кованые или литые. Первые разновидности значительно дороже. Вторые — более распространены. Перед тем, как делать выбор — нужно понять, требуется ли автомобилю увеличение стандартной мощности. Если да, то однозначно дать предпочтение кованым аналогам.
Поршни регулярно подвергаются высоким нагрузкам, поэтому от их качества непосредственно зависит отдача ДВС. Немаловажным параметром также является масса изделия. Производители стараются делать их лёгкими, но одновременно прочными.
При выборе рекомендуется обратить внимание на немецкие бренды Kolbenschmidt, Mahle, Prima. Неплохо зарекомендовали себя выпуском такой продукции российские Мотордеталь-Кострома и СТК

Поршень 6D16 ME072549 (комплект 6 шт.) для двигателя 6D16 на Mitsubishi
О чем свидетельствует стук пальцев при разгоне?
Само определение «стук пальцев» в корне неверно. Дело в том, что посторонние шумы не являются признаком стука самих пальцев. Характерный звук появляется в результате возникновения ударной волны взорвавшегося топлива о стенки цилиндров. В нормальном состоянии горючая смесь воспламеняется равномерно. Начинается взрывное сгорание топливной смеси возле свечи и после равномерно распространяется в различные стороны. Как правило, скорость распространения ее составляет 20-30 м/с. При детонации обогащенная смесь взрывается сразу после попадания в камеру сгорания. Взрывная волна начинает распространяться и сталкивается со стенками цилиндра на огромной скорости. В результате этих столкновений и появляется характерный шум. При хаотичном движении элементов сгорания в топливе повышается температура стенок цилиндров. При постоянной работе в таком режиме возникает дополнительная нагрузка на все элементы. Игнорирование данной проблемы может привести к следующим проблемам:
- Искривлению блока цилиндров;
- Деформации поршня;
- Повреждению клапана и шатунов.
Здесь важно понимать, что игнорирование стука пальцев может привести к дорогостоящему ремонту. Поэтому не стоит запускать проблему, иначе необходимость капитального ремонта возникнет быстрее, чем ожидалось

Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, основные проблемы, которые могут возникать при его работе, и способы их профилактики. Шатун передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения его нижней головки с коленвалом, второе – в зоне соединения верхней головки с поршнем. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун поршня состоит из следующих элементов.
Поршневая головка
Верхняя (поршневая) головка представляет собой цельную неразборную конструкцию, которая соединяется с поршнем при помощи пальца: плавающего или фиксированного.
В верхней головке плавающего пальца обычно расположены бронзовые или биметаллические втулки. Если их нет, палец свободно двигается в отверстии головки шатуна. Для того, чтобы данный механизм функционировал нормально, ему требуется достаточное количество смазки.
Чтобы обеспечить необходимый уровень натяга, фиксированный палец вставляется в цилиндрическое отверстие меньшего диаметра.
Так как на верхнюю головку действуют очень высокие нагрузки, она имеет трапециевидную форму. Это позволяет увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя (кривошипная) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.
По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
Покрытие может наноситься как на заводе-изготовителе, так и при дальнейшем обслуживании двигателя в условиях гаража или автосервиса. Для защиты подшипников скольжения и других деталей силового агрегата оптимально подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Чаще всего его применяют на юбках поршней, дроссельных заслонках, вкладышах распредвала, подшипниках скольжения.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
- Повышает КПД двигателя
- Снижает трение и износ
- Защищает детали от задиров в режиме масляного голодания
- Снижает расход топлива
- Отверждается при комнатной температуре
Совместно с покрытием рекомендуется использовать Специальный очиститель‑активатор MODENGY. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.










Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
Все шатуны должны иметь одинаковый вес, в противном случае усилятся вибрации при работе силового агрегата.
Из чего изготавливают шатуны?
Каждый производитель стремится уменьшить вес деталей КШМ и снизить производственные затраты. Но так как на шатуны в процессе работы двигателя воздействуют высокие нагрузки, уменьшать их массу нежелательно – это может пагубно отразиться на прочности изделий.
При массовом производстве шатуны для бензиновых двигателей изготавливают из специального чугуна методом литься. Это позволяет добиться практически идеального соотношения прочности и стоимости деталей.
В дизельных силовых агрегатах шатуны испытывают более высокие нагрузки, поэтому их производят из легированной стали методом горячей ковки или горячей штамповки. Получаемые детали прочнее, но при этом дороже литых.
В мощных автомобилях и спорткарах используются шатуны из титановых и алюминиевых сплавов. Они в два раза легче стальных и чугунных, что позволяет снизить вес двигателя и увеличить его оборотистость.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода шатунов из строя является износ деталей. Верхняя головка редко подвергается ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.
Диагностика и контроль
Диагностика износа соединения пальцев с головкой шатуна и бобышками поршня ведется по стукам и шумам. Прослушивают мембранным или электронным стетоскопом стуки в зоне верхней части цилиндра (характерный звук высокого тока).
Контроль размеров пальца ведётся микрометром или скобами. Контролируется наружный диаметр в двух плоскостях, овальность и конусность. Твердость поверхности поршневых пальцев контролируется по Роквеллу, обычно выборочно на линиях завода-изготовителя. Контроль по массе для избежания неравномерности ведётся при сборке для всей поршневой группе в сборе.
Возможные последствия
Недооценка стука поршневых пальцев двигателя ведёт к крайне неприятным и порой очень дорогим последствиям.
Детонация является фактически взрывом. Это разрушительное явление, способное вызвать поломку элементов и узлов силового агрегата. Самое тяжёлое последствие самопроизвольного воспламенения в двигателе проявляется в необходимости провести капитальный ремонт ДВС.
При ударении взрывной волны о внутренние стенки цилиндра происходит нарушение целостности масляной плёнки. Задача масляной плёнки заключается в том, чтобы защитить элементы цилиндропоршневой группы от трения, коррозии и износа. Если плёнка исчезает, даже на короткое время, происходит активный механический износ. Детали стираются, нарушается корректность их работы.
Параллельно детонация ведёт к увеличению температуры двигателя. А нехарактерная для ДВС температура провоцирует изменение эксплуатационных показателей, разрушает поршни, свечи, деформирует прокладки и уплотнители.